РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Доцільність використання обладнання з числовим програмним управлінням. Гнучкі виробничі системи
Потреба у різкому збільшенні гнучкості виробництва при збереженні достатньо високої його продуктивності з’явилася наприкінці 70-х років двадцятого століття. Вже в середині 80–х років були спроектовані та виготовлені перші зразки гнучких виробничих систем, які фактично стали класичними і визначили напрями розвитку цієї форми організації виробництва. Найбільш часто і ефективно перетворюється на гнучке інтегроване серійне виробництво. Під інтегрованістю виробництва розуміється наскрізний характер процесів від проектування виробу, проектування технологічних процесів його виготовлення та власне здійснення виробництва. На сьогодні виділяється кілька рівнів автоматизації та інтеграції виробництва, існує декілька класифікацій. З точки зору порівняння гнучкості виробництва та продуктивності обладнання найбільш інформативною є класифікація, яка наведена на рисунку 2.2. Гнучкі виробничі системи мають багато рівнів – від одиночних верстатів з ЧПУ до автоматизованих ліній і навіть заводів.
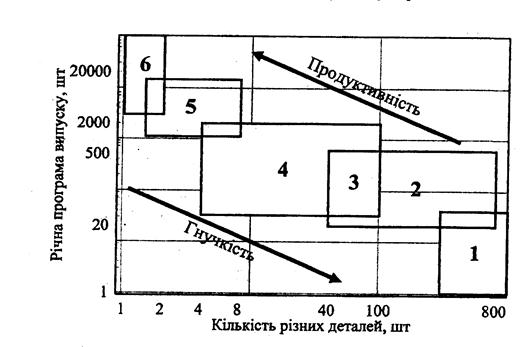
Рис. 2.2. Зв’язок гнучкості та продуктивності виробничих систем із типом виробництва та ступенем його автоматизації
1 – окремі верстати з ЧПУ одиничного виробництва з ручним програмуванням; 2 – гнучкий виробничий модуль (одиниця обладнання з ЧПУ, найчастіше верстат типу”обробний центр”, оснащений накопичувачем деталей таа промисловим роботом); 3 – гнучкий виробничий осередок (дві одиниці обладнання, найчастіше металорізальні верстати, з’єднані між собою автоматизованою системою транспортуванні деталей та маніпулювання ними та обладнанні необхідними контрольними пристроями); 4 – роботизований технологічний комплекс, гнучка виробнича система серійного виробництва; 5 – гнучка автоматизована лінія; 6 – автоматичні лінії або спеціалізоване (спеціальне) обладнання масового виробництва
З точки зору ширини охоплення всіх сфер діяльності людства на сьогодні розрізняють шість рівнів автоматизації та інтеграції виробництва, як це вказано на рисунку 2.3.
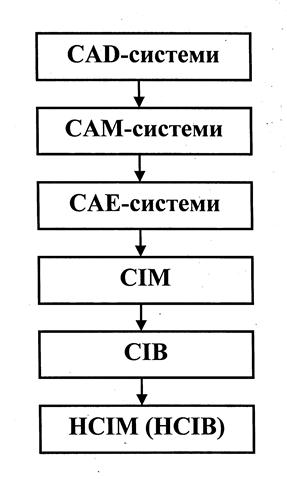
Рис. 2.3. Рівні автоматизації та інтеграції виробництва
CAD – автоматизоване проектування виробів
CAM – комп’ютеризоване виробництво
CAE – комп’ютеризоване підприємництво (прогнозування та вивчення ринку)
CIM – виробництво, інтегроване на базі комп’ютерної техніки
CIB – бізнес, інтегрований на базі комп’ютерної техніки
HCIM (HCIB) – соціотехнічне (людиноорієнтоване) виробництво (бізнес).
На превеликий жаль змушені зазначити, що значна частина благородних задумів авторів наведених нижче концепцій залишилася на папері, а ті, що були втілені в життя, мають не тільки позитивні наслідки. Особливо це стосується концепцій людиноорієнтованого виробництва та бізнесу. Наведені на рисунку 2.2 рівні автоматизації та інтеграції виробництва існують і засновані на них підприємства функціонують, але не всі вони, особливо найвищі (HCIM та HCIB) цілком освоєні навіть у найрозвиненіших країнах. При проектуванні нового підприємства, або окремого заводу, цеху, реконструкції або перепрофілюванні існуючого підприємства необхідно враховувати наявний та бажаний рівень автоматизації та інтеграції виробництва, тому що від нього залежать всі сфери діяльності підприємства.
Найбільшого розвитку зазнали гнучкі виробничі системи механічної обробки з використанням верстатів з числовим програмнім управлінням. Близькі до них гнучкі виробничі системи електроерозійної та променевої обробки.
Застосування гнучких виробничих систем в заготівельному виробництві має свої особливості. Наприклад, при вільному куванні тривалість заміни інструменту така, що не дозволяє використати переваги розміщення пристрою ЧПУ та виконуючих органів в одному корпусі молота чи преса. Тим більше, що електронні пристрої ЧПУ досить чутливі до вібрацій при куванні на молотах. Але програмування процесу кування за допомогою ЧПУ таки є доцільним і дозволяє за умови суворого додержання температурного режиму нагрівання заготовки та її обробки тиском отримувати на універсальному обладнанні та з використанням універсального інструменту значно більш складні поковки, ніж без використання ЧПУ. Крім цього, при обробці матеріалів тиском досить часто, особливо за умов великосерійного та масового виробництва, використовуються роботизовані технологічні комплекси.
У ливарному виробництві гнучкість виробництва забезпечується швидкістю виготовлення ливарних форм. Це також забезпечується використанням обладнання з ЧПУ. Крім металорізальних верстатів досить перспективним є використання обладнання для різних генеративних технологій прискореного формоутворення та прототипування. Це перш за все лазерна стереолітографія та тривимірний струменевий друк. Сутність генеративних технологій полягає у формоутворенні виробу не за рахунок пошарового зняття матеріалу з заготовки, а шляхом пошарового нарощування. Це дозволяє забезпечити коефіцієнт використання матеріалу близький до 1,0 та звести до мінімуму технологічне оснащення, необхідне для виготовлення ливарних форм або моделей. Для лиття алюмінієвих сплавів можуть бути використані ливарні форми, отримані безпосередньо за допомогою генеративних технологій, а в разі лиття сталей та тугоплавких сплавів генеративні технології використовуються для виготовлення прес-форм, у яких отримуються воскові моделі. Ливарні форми або прес-форми, отримані за допомогою генеративних технологій, не потребують верстатної обробки (потребують дуже незначної слюсарної).
Гнучкість термічної обробки забезпечити досить важко, але сучасне пічне обладнання надає для цього деякі можливості. Наприклад, використання комбінованих шахтних печей зі змінними кришками. Для термічної обробки деталей з алюмінієвих сплавів використовуються кришки із закріпленим на них вентилятором (аеродинамічні печі). Це дозволяє знизити витати електроенергії порівняно зі звичайними нагрівачами опору у два-чотири рази. В разі термічної обробки сталей, сплавів на основі нікелю та інших тугоплавких використовуються кришки зі звичайними нагрівачами опору, наприклад, з карборунду. Використання змінних кришок дозволяє значно скоротити кількість печей, необхідну для термічної обробки деталей з різних матеріалів.
До речі, створення гнучких виробничих систем далеко не завжди мало і має на меті значне розширення номенклатури продукції, яка випускається підприємством. Досить часто за допомогою створення гнучких виробничих систем власники та керівники підприємств намагаються суттєво скоротити кількість персоналу, обладнання, виробничих площ при збереженні звичної номенклатури продукції.
Розглянемо доцільність використання обладнання з ЧПУ на прикладі металорізальних верстатів. Використання верстатів із ЧПУ доцільне у наступних випадках:
1. Обробка отворів складної геометричної форми, що вимагають застосування декількох послідовно працюючих інструментів, а також обробку груп отворів на свердлильних і розточувальних верстатах.
2. Побудова технологічного процесу за принципом концентрації операцій, тобто зосередження можливо більшого числа однотипних видів обробки на одному робочому місці.
3. Необхідність зменшення частки допоміжного часу tДОП, який затрачається на зміну режимів різання, оброблюваних поверхонь, зміною інструмента, що ріже, і т.п. при послідовній обробці декількох поверхонь на універсальному верстаті.
4. Обробка декількох аналогічних заготовок на одному верстаті в умовах серійного виробництва.
5. Можливість скорочення кількості операторів уведенням багатоверстатного устаткування.
2.5.3. Форми структурної організації виробництва в цеху.
Для кожного типу виробництва, виду продукції, що випускається, і особливостей технологічного процесу існують різні способи розташування устаткування.
У зв'язку з цим розрізняють наступні форми структурної організації виробництва:
1. За типами устаткування (цехова) - характеризується тим, що обладнання розташовується за ознакою однорідності обробки. У такий спосіб створюються дільниці токарних, фрезерних та інших верстатів, ковальських та штампувальних молотів, гідравлічних пресів. В механічних цехах така форма властива головним чином одиничному виробництву; для окремих деталей застосовується в серійному виробництві. Для цехів обробки тиском вона використовується найчастіше з метою стабілізації навантажень, які передаються від окремих одиниць обладнання на підлогу і фундамент, а через них на інше обладнання.
2. Предметна або групова форма - передбачає розташування обладнання у порядку технологічних операцій. Одиниці обладнання розставляються в порядку технологічних операцій, що вимагають однакового порядку обробки. Обробка заготовок на верстатах (молотах, пресах) здійснюється партіями, при цьому час операції на окремих одиницях обладнання не узгоджено з тривалістю операцій на іншому обладнанні. Деталі і заготовки під час роботи зберігаються біля обладнання і потім транспортуються цілою партією. Заготовки, які очікують надходження на наступний верстат (молот, прес) зберігаються або біля верстатів або на спеціальних площадках між верстатами (молотами, пресами), на яких здійснюється проміжний контроль.
При виборі розміру партії виходять з двох обставин, які взаємно виключають одна одну.
Перша обставина – розмір партії перевищує потрібний для виробництва на заздалегідь оговорений період часу (місяць, декада, робочий тиждень). У цьому випадку витрачена сировина і вкладені кошти вилучаються з обігу.
Друга обставина - чим більше деталей у партії, тим менша їхня собівартість, тому що витрати на підготовку виробництва розподіляються на велику кількість деталей. Існує поняття оптимальної партії - коли необхідна сировина і засоби, які витрачаються з розрахунку на одну деталь, використовуються якнайшвидше, а вартість переналагодження обладнання мала.
Для розрахунку оптимальної величини партії деталей існує ряд формул. Одна з них має такий вигляд:
 ;
;
де Пi – виробнича програма в рік i-ої деталі (шт.);
аi – кількість днів, на яку потрібно мати запас заготовок (напівфабрикатів, сировини) i-го найменування;
FДР – кількість робочих днів у році.
З досвіду виробництва середнього машинобудування звичайно протягом місяця проводиться не більш 3-4 запусків партій. У курсовому проектуванні рекомендується приймати аi = 5-10 днів.
Властива така організація головним чином серійному виробництву; для окремих деталей застосовується в масовому виробництві.
Поточно-серійна форма організації (поточно-перемінна) передбачає розташування обладнання у порядку технологічних операцій, встановленому для виготовлення деталей (заготовок) або для складання виробів. Виробництво йде партіями. Деталі (вироби) в партії не обов'язково ідентичні. Процес виробництва здійснюється таким чином, що час обробки деталі (складання виробу) на одній одиниці обладнання погоджено з часом роботи на наступній; деталі (вироби) партій йдуть від однієї до іншої одиниці обладнання у порядку технологічних операцій, створюючи безперервність руху. Безперервність руху, як правило, забезпечується синхронізацією операцій, тобто приведення операційного часу відповідно до прийнятого режиму роботи. Для цього весь технологічний процес розділяється на окремі операції, виходячи з технічних можливостей обладнання, що виключає простоювання та забезпечує зайнятість виробничих працівників. Така форма організації властива серійному виробництву.
Синхронізація операцій досягається різними технологічними й організаційними заходами:
1. Розчленовування операцій або їхнє укрупнення.
2. Застосування оптимальних режимів обробки.
3. Застосування спеціального інструмента (ріжучого, штампувального).
4. Одночасна обробка декількома інструментами.
5. Скорочення допоміжного часу застосуванням спеціальних механізованих та автоматизованих електромеханічних, пневматичних, гідравлічних, пневмогідравлічних швидкодіючих пристосувань.
6. Одночасна обробка декількох заготовок.
7. Автоматизація і механізація обладнання.
8. Застосування одночасно працюючих однотипних одиниць обладнання (дублерів).
9. Механізація та автоматизація транспортування заготовок між обладнанням.
10. Включення в потік основної обробки інших її видів (наприклад, в дільницю механічної обробки входить обладнання для термічної обробки, зварювання, обробки тиском, складання).
3. Прямоточна (пульсуючим потоком) - передбачає розташування обладнання у порядку технологічних операцій, закріплених за визначеними одиницями; деталі від однієї одиниці обладнання до іншої передаються поштучно, але час на виконання окремих операцій не завжди однаковий, тобто має місце синхронізація операцій за часом. який кратний такту випуску (tУ), хоча і не на всіх ділянках лінії. Внаслідок цього біля одиниць обладнання, у яких час на виконання операцій більше встановленого такту, створюються заділи заготовок.
Передача заготовок від одного робочого місця до іншого здійснюється рольгангами, жолобами. Пульсуючий потік характерний для масового виробництва.
5. Безперервним потоком. При такій формі організації робочі місця (як для обладнання, так і для ручної роботи) розташовуються в порядку операцій технологічного процесу, на кожному робочому місці виконується одна операція; час виконання операцій точно встановлюється і відповідає такту випуску для всіх робочих місць (здійснюється тверда синхронізація операцій). У залежності від того, як регулюється такт випуску, розрізняють кілька різновидів організації виробництва безперервним потоком:
1. З передачею виробу вручну.
2. З передачею виробу немеханізованими пристроями.
3. Такт випуску регламентується світловими або звуковими сигналами по операціях.
4. З періодичною подачею виробу механічним транспортом.
5. З безперервною подачею механічним транспортом. Конвеєр рухається безупинно.
Вирішальним фактором, що обумовлює дотримання принципу потоку, є механічне транспортування і такт випуску tВ. Визначення tВ здійснюється за формулами у залежності від виробничої програми. Якщо виробнича програма одного найменування, то
 ;
;
де Fд - дійсний річний фонд часу роботи устаткування при роботі в одну зміну(години) – якщо тривалість змін різна, то замість добутку Fд×m використовується Fд – дійсний фонд роботи обладнання у випадку того чи іншого режиму роботи;
m - кількість робочих змін;
П - виробнича програма (шт./рік.).
Якщо річна програма формується з деталей різних найменувань (поточно-серійне виробництво), то tВ може бути однаковим або різним. Якщо tВ однакове, то розрахункова формула має вигляд:
де n - номенклатура виробів;
Пi - виробнича програма i-го найменування;
КН - коефіцієнт, що враховує витрату часу на переналагодження лінії (КН≈0.95).
Якщо tВ різні для різних найменувань, то його величину розраховують окремо для кожного найменування виходячи з фонду часу, протягом якого повинна бути оброблена дана партія.
Читайте також:
- D) оснащення виробництва обладнанням, пристроями, інструментом, засобами контролю.
- I. Органи і системи, що забезпечують функцію виділення
- I. Особливості аферентних і еферентних шляхів вегетативного і соматичного відділів нервової системи
- II. Анатомічний склад лімфатичної системи
- IV. Розподіл нервової системи
- IV. Система зв’язків всередині центральної нервової системи
- IV. Філогенез кровоносної системи
- POS-системи
- T. Сутність, етіологія та патогенез порушень опорно-рухової системи
- VI. Філогенез нервової системи
- XIII. Використання амортизаційних відрахувань
- А) Заробітна плата її форми та системи.
| <== попередня сторінка | | | наступна сторінка ==> |
| Форми організації виробництва в цеху. | | | Режими роботи і фонди часу роботи обладнання і робітників |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |