РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Способи оброблення зовнішніх поверхонь на верстатах токарної групи.
Зовнішні поверхні валів обточують на токарних, токарно-копіювальних, горизонтальних багаторізцевих верстатах, на вертикальних та горизонтальних одно- та багатошпиндельних верстатах, токарних верстатах з ЧПК.
Розрізняють точіння чорнове (11-12 кв), чистове (8-9 кв.), тонке (алмазне) (7 кв.). На верстатах токарної групи виконують:
- проточування зовнішніх поверхонь (циліндричних; фасонних; конічних);
- розточування отворів (циліндричних; фасонних, конічних);
- підрізування торців;
- проточування канавок і знаття фасок;
- свердління, зенкерування, розвертання осьового отвору;
- нарізання зовнішньої і внутрішньої різі;
- накатування рифлень.
//На кожний метод оброблення навести схеми оброблення, недоліки, переваги//.
Одиничне і дрібносерійне виробництво – токарно-гвинторізні операції, групове оброблення (//див. курс „Основи ТМБ”//).
| 
| 
|
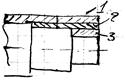
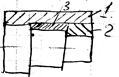
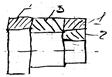
Рис. 6. Схеми чорнового точіння валу: послідовне, паралельне і комбіноване оброблення..
Середньосерійне виробництво (частково, великосерійне) – токарні верстати з ЧПК (напр., 16К20Ф3С5). За своєю суттю є універсальними верстатами – оброблення за автоматичним циклом (полегшення багатоверстатного обслуговування, можливість швидкого і відносно простого переналагодження валів різних конфігурацій і типорозмірів по наперед розробленій керуючій програмі).
Великосерійне і масове виробництво – багаторізцеві і токарно-копіювальні (зокрема, гідрокопіювальні) верстати, напівавтомати та автомати.

| 
| 
|
| а) | б) | в) |
Рис. 7. Схеми багаторізцевого оброблення: а) – оброблення з поздовжньою подачею; б) – з врізанням і поздовжньою подачею; в) з поперечною подачею. Можливе використання комбінованого (а) і б), а також а), б) і в)) методів.
Сучасні токарно-копіювальні верстати на 50-100% продуктивніші за токарні; точність – 0,05-0,06 мм (8-9 кв. точності); налагодження потребує в 2-3 рази менше часу за багаторізцеві; велика жорсткість, достатньо широкий діапазон типорозмірів. Оброблення зовнішніх, внутрішніх, торцьових поверхонь, відкрита робоча зона, що дозволяє наскрізне транспортування деталі при вбудові верстата в автоматичну лінію. Можливість чорнового оброблення багаторізцевим супортом (//див. „Багаторізцеве оброблення”//). Окремі моделі мають до п’яти копіювальних супортів, які переміщуються незалежно. Це дозволяє вести паралельне оброблення кожним супортом на своїй власній ділянці, що значно підвищує продуктивність верстата (особлива доцільність – на деяких ступенях вала є великий припуск, який неможливо зняти за один робочий хід). При встановленні спеціальних копірних барабанів (мод. 1722 і 1712) можна вести багатопрохідне оброблення. У порівнянні з багаторізцевим обробленням – оброблення не таке ефективне для заготовок валів з великими довжинами, діаметрами і перепадами діаметрів ступенів (у поздовжньому супорті при багаторізцевому обробленні можна встановити велику кількість різців, що в свою чергу є поганим, оскільки збільшення сил різання у цьому випадку може призвести до деформування заготовки, що заставляє знижувати подачу (падає точність і продуктивність)).
Точіння з люнетом – для довгих нежорстких деталей. Одночасне використання до 12 люнетів.
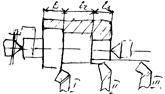
Безцентрове точіння – для заготовок, які не мають центрових отворів (деталі малого діаметру, нежорсткі деталі) (рис. 3.8).
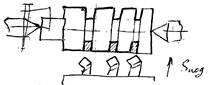
 Рис. 8. Схема роботи безцентрово-токарного верстату.
Рис. 8. Схема роботи безцентрово-токарного верстату.
| Зубчасте колесо 3, яке приводиться у рух коробкою швидкостей, обертає дві різцеві головки: ліву з різцем 2, яка виконує чорнове точіння, і праву з різцем 4 (чистове (напівчистове) точіння). Роликами 1 виконується подача прутка. Параметри заготовки: Æ 15 ... 80 мм при довжині до 7 м. |
Читайте також:
- II.3. Основні способи і прийоми досягнення адекватності
- Адаптація організму до зовнішніх факторів середовища.
- Аналіз зовнішніх ризиків
- Багатофакторна матриця «Мак-Кінсі», її зміст, способи використання , достоїнства і недоліки.
- Безстатеве розмноження, його визначення та загальна характеристика. Спори — клітини безстатевого розмноження, способи утворення і типи спор.
- Біологічні способи лікування ран.
- Будова поверхонь неузгоджень
- БУДОВА, ВЛАСТИВОСТІ МЕТАЛІВ ТА СПОСОБИ ЇХ ВИЗНАЧЕННЯ
- Бухгалтерське оброблення первинних документів та їх збереження
- Вається від поверхонь приміщення використовують звукопоглиначі
- Важливою ознакою класифікації є принцип побудови перетворювачів кодів, згідно з яким їх можна поділити на чотири групи.
- Валютний курс і способи його визначення
| <== попередня сторінка | | | наступна сторінка ==> |
| Типовий технологічний процес оброблення валів | | | Чистові та викінчувальні методи оброблення. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |