РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Типовий технологічний процес оброблення валів
Два типові маршрути – в першому варіанті деталь центрують; у другому – оброблення ведеться без центрових отворів.
1. Правка прутка на правильно-калібрувальних машинах.
2. Відрізання заготовки.
3. Підготовка чорнових баз: фрезерування торців вала та свердління центрових отворів на фрезерно-центрувальному верстаті (варіант: оброблення та свердління на токарному верстаті з люнетом).
4. Чорнове токарне оброблення.
5. Чистове токарне оброблення.
6. Фрезерування шпонкових канавок, зубців, шліців тощо. Нарізування різі.
7. Термічне оброблення (гартування, ціанування, цементація тощо).
8. Чистове оброблення (виправлення) баз: шліфування центрових отворів і базових торців.
9. Шліфування на безцентровому або круглошліфувальному верстатах.
По другому варіанті етапи 1, 4-7, 9 – без змін. Етап 2 –проточування і розрізання прутка на безцентровому токарному верстаті. Етап 3 – шліфування на безцентровому шліфувальному верстаті.
5. Попереднє оброблення заготовоквключає правку, розрізання, центрування валів по потребі.
Правка виконується на правильних станах, через які пруток пропускається до 6 разів (рис. 3.3). Точність правки 0,1 ... 0,2 мм на 1 м довжини.
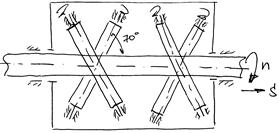
Рис. 3.3. Схема правки заготовки на правильному стані.
Розрізання виконують на привідних ножівках, стрічкових, дискових, фрикційних пилах, токарно-відрізних верстатах, відрізних автоматах, відрізання тонким абразивним кругом. У механічних цехах розрізання виконують на фрезерних верстатах прорізними фрезами. Прутковий матеріал ріжуть на пресах та ножицях. Крім механічного розрізання застосовується також газове (автогенне), анодно-механічне, електроіскрове, ультразвукове.
Центрування заготовок виконується на вертикально- і горизонтально-свердлильних верстатах, а в серійному і масовому виробництвах – на спеціальних одно- або двосторонніх центрувальних верстатах, а також фрезерно-центрувальних верстатах. Фрезерно-центрувальні трипозиційні верстати мод. МР77 і МР78 барабанного типу одночасно фрезерують і центрують дві заготовки без знімання їх з верстату. Ці верстати продуктивні, але громіздкі, їх налагодження складне (собівартість!). На горизонтально-свердлильних верстатах виконують центрування габаритних заготовок.
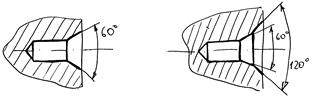
Рис. 3.4. Схеми центрових отворів.
Центрування – за два етапи: свердління отвору і зенкерування центрової фаски. У більшості випадків використовується спеціальне центрувальне свердло (отвір + фаска).

Рис. 3.5. Схема отримання центрових отворів на фрезерно-центрувальних верстатах.
Читайте також:
- CMM. Групи ключових процесів
- CMM: зрілість організацій і процесів
- H) інноваційний менеджмент – це сукупність організаційно-економічних методів управління всіма стадіями інноваційного процесу.
- II. Поняття соціального процесу.
- ISO 15504. Процес атестації
- IV. План навчального процесу.
- Iзобаричний процес
- Iзотермiчний процес
- Iзохоричний процес
- Microsoft Excel кестелік процессоры
- V Практично всі психічні процеси роблять свій внесок в специфіку організації свідомості та самосвідомості.
- V Процес інтеріоризації забезпечують механізми ідентифікації, відчуження та порівняння.
| <== попередня сторінка | | | наступна сторінка ==> |
| Вибір технологічних баз. | | | Способи оброблення зовнішніх поверхонь на верстатах токарної групи. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |