РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Способи попередження виникнення зварювальних напруг і деформувань для конкретних вузлів
Вказати конкретні заходи по попередженню деформацій і напруги при зварюванні проектованої складальної одиниці або конструкції, звернувши при цьому увагу на способи закріплення зварюваного виробу, складальної одиниці в пристосуванні, рівномірний або нерівномірний нагрів.
Правильно розробити послідовність виконання складально-зварювальних операцій, вибрати раціональну форму підготовки кромок, спосіб зварювання, режими зварювання, вид термічної обробки після зварювання (якщо він потрібний), іншими словами технічно грамотно розробити технологічний процес складання і зварювання.
Зварювання, як і інші процеси обробки металів визиває виникнення у виробах власних напруг.
Власними напругами називають напруги, котрі виникають у виробі без прикладення зовнішніх сил.
Тому, у самий початковий період створення зварних конструкцій, при їх проектуванні, необхідно враховувати можливість появи в них значних залишкових деформацій і напруг, які можуть змінити проектні форми і розміри. У тих випадках, коли зміни розмірів конструкції виходять за межі допустимих, необхідно використовувати спеціальні міри по попередженню або зменшенню залишкових зварювальних напруг і деформацій.
Міри по зменшенню деформацій від зварювання передбачаються на усіх етапах проектування і виготовлення більшості зварних конструкцій.
На стадії розробки проекту приймають наступні конструктивні рішення:
Обмежувати кількість наплавленого металу зменшенням катету шва (для кутових швів) або кута скосу кромок (для стикових швів), призначуючи оптимальну величину перерізу зварного шва, враховуючи розрахунки на міцність. В процесі зварювання величину перерізу зварного шва не збільшувати.
Не допускати перетину зварних швів.
Не розташовувати зварні шви там де діють максимальні напруги від зовнішніх навантажень.
При розробленні технології та виконанні зварювання використовують наступні заходи
Правильне складання деталей з урахуванням можливих деформацій. Для цього використовують метод зворотних деформацій (див. рис.4) . Знаючи, що шов після охолодження, завжди скорочується у розмірах, можна заздалегідь передбачити характер можливих кутових напруг і деформацій і створити попередній вигиб деталей, що зварюються в протилежну сторону. Величина зворотного вигибу визначається шляхом розрахунків або шляхом досвіду.
-При складанні деталей слід уникати прихваток, які створюють жорстке закріплення деталей та сприяють виникненню значних залишкових напруг. Краще використовувати складальні пристосування, які допускають деякі переміщення деталей при усадці металу.
Раціональна послідовність виконання зварних швів:
Зварні конструкції слід виготовляти так щоб замикаючи шви, які створюють жорсткий контур, заварювались в останню чергу.
Шви середньої довжини та довгі шви заварювати від середини конструкції до її країв або зварювання виконувати зворотно-ступеневим способом. (див.рис.5).
При зварюванні товстого металу виконання кожного шару на прохід є небажаним, так як, це може привести до значних деформацій, а також до утворення тріщин в перших шарах. Тому заповнення розробки кромок при зварюванні товстого металу слід виконувати так щоб кожний наступний шар наскладувався на ще не встигнувший охолонути попередній шар. Для цього необхідно забезпечити невеликий інтервал часу між накладенням окремих шарів. Це досягається використанням каскадного методу заповнення розробки методу „гіркою” і блочного методу.
При зварюванні полотнищ з окремих листів в першу чергу необхідно виконувати поперечні шви окремих поясів, щоб забезпечити їх вільну усадку, а потім заварювати пояси між собою поздовжніми швами. В протилежному випадку можливе утворення тріщин в місцях перетину поперечних і поздовжніх швів (див. рис. 6) .
При зварюванні двотаврових балок в першу чергу виконують стикові з’єднання стінок і полок, а потім - кутові поясні шви.
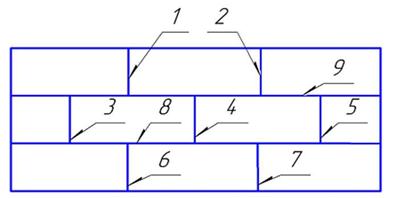
При зварюванні циліндричних ємностей з декількох обичайок (див. рис. 7) спочатку виконують зварювання поздовжніх швів обичайок, в останню чергу, обичайки зварюють між собою кільцевими швами.
Використовують спосіб урівноваження деформацій: в цьому випадку зварні шви виконують в такій послідовності, при якій наступний шов визиває деформації зворотного напрямку у порівнянні з деформаціями від попереднього шву (див. рис. 8). Цей спосіб можливо використовувати при симетричному розташуванні зварних швів (див. рис. 9).

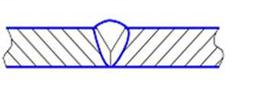
Рисунок 4 - Зворотні деформації

Рисунок 5 - Зворотно-ступеневе зварювання
§ 
§
Рисунок 6 - Послідовність зварювання швів полотнищ
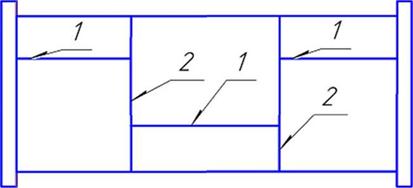
Рисунок 7 - Послідовність зварювання швів ємностей

Рисунок 8 - Послідовність зварювання поясних швів
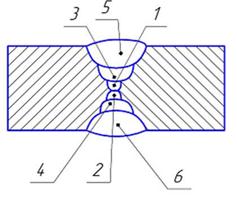
Рисунок 9 - Послідовність багатошарового зварювання двосторонніх швів
Література: [1]; [3]; [14].
Читайте також:
- II.3. Основні способи і прийоми досягнення адекватності
- XVII ст.). Виникнення козацтва.
- Автоматизація контролю та діагностування вузлів РЕА
- Аналіз двотактних перетворювачів напруги
- Аналіз причин виникнення проблеми та обґрунтування її розв’язання програмним методом
- Аналіз ризику виникнення небезпеки
- Аналіз стану дебіторської заборгованості за термінами її виникнення
- Анатерм-114 є клеєм -герметиком прискореного затвердіння, що дозволяє використовувати його у конвеєрних виробництвах при складанні різних вузлів і деталей.
- Багатофакторна матриця «Мак-Кінсі», її зміст, способи використання , достоїнства і недоліки.
- Безпечні відстані до струмовідних частин, що перебувають під напругою, м
- Безпосередньо збутові ризики та причини їх виникнення
- Безпосередньою підставою виникнення управління майном у будь-яких випадках є договір, який укладається між установником і управителем.
| <== попередня сторінка | | | наступна сторінка ==> |
| Вибір допоміжного технологічного устаткування | | | Вибір методів контролю якості |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |