РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Виготовлення ланок ланцюгів.
У сільськогосподарських машинах застосовуються гачкові (литі і штамповані), комбіновані і втулочно-роликові ланцюги (рис. 12). Вони використовуються для передачі руху між валами при великій відстані між ними і як елемент транспортерів.
Гачкові штамповані ланцюги застосовуються при середніх навантаженнях і швидкостях. Штампування забезпечує високу точність виготовлення ланок ланцюга. Ланцюги виготовляються зі сталі 30Г, що поставляється у вигляді холоднокатаної стрічки товщиною 3 і 2,6 мм. За умовами технології штампування сталь для ланцюгів у вихідному стані повинна мати дуже високу пластичність і разом з тим гарну прогартовуваність для забезпечення міцності і зносостійкості. Ланки ланцюгів працюють в умовах пульсуючих навантажень, тому їх матеріал повинен мати високу межу витривалості. Ланки піддаються термічній обробці, шляхом загартування сталі з нагріванням до 850—880 °С. Твердість ланок ланцюга повинна знаходитися в межах НRС33—45. Розривне зусилля ланцюга із кроком 38 і 41,3 мм повинно бути не нижче 9000 Н, а ланцюга з кроком 30 мм — не менш 6000 Н. Гачковий штампований ланцюг виготовляється без відходів з холоднокатаної стрічки перетином 36´3 мм.
| |
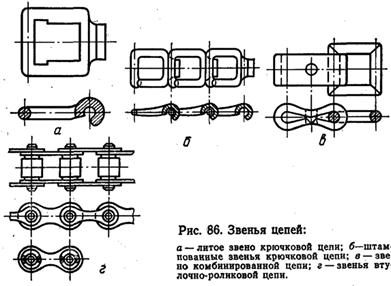
Рис. 12. Ланки ланцюгів:
а — лита ланка тачкового ланцюга; б - штамповані ланки ґачкового ланцюга; в — ланка комбінованого ланцюга; г — ланки втулочно-роликового ланцюга.
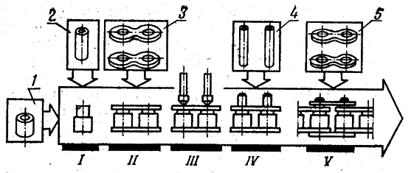
Рис. 13. Послідовність виконання операцій на автоматичній лінії збирання втулочно-роликових ланцюгів.
Литі ланки гачкових ланцюгів виготовляються з ковкого чавуну.
Втулочно-роликові ланцюги стандартизовані і широко застосовуються в народному господарстві. Вони випускаються багатьма мільйонами метрів у рік, тому виготовлення деталей і збирання ланцюгів проводиться на автоматичних верстатах і лініях. Матеріалами для деталей ланцюгів сільськогосподарських машин служать: для пластин — холоднокатана стрічка зі сталей 45, 50, 40Х, для осей, втулок і роликів — цементовані сталі 15, 20, 15Х, 20Х та інші з гартуванням до НRС50—65. Виготовлення пластин із двома отворами проводиться штампуванням на вирубних штампах. Осі, втулки і ролики обробляються на токарних багатошпиндельних автоматах і безцентрово-шліфувальних верстатах. Збирання втулочно-роликових ланцюгів автоматизоване.
На рис.13 показано послідовність виконання операцій на автоматичній лінії збирання втулочно-роликових ланцюгів. Технологічний процес збирання складається з п'яти операцій: 1 — вкладання втулки 2 у ролик 1; II — збирання котушки (впресовування втулок у внутрішні пластини 3); ІІІ — розвальцьовування котушки; IV — вкладання осей 4 у котушки; V — збирання ланцюга (впресовування осей у зовнішні пластини 5). Для виконання різних операцій при збиранні деталей, забезпечення їхнього взаємного розташування і закріплення додатково застосовуються спеціальні автоматично діючі механізми.
Читайте також:
- Вибір способу виготовлення заготовки. Попереднє проектування заготовки.
- Виготовлення виробів з полімерних матеріалів
- Виготовлення виробів на основі рідких полімерів
- Виготовлення гайок і шайб.
- Виготовлення деталей із склопластика
- Виготовлення дисків.
- Виготовлення до обробки яєць
- Виготовлення з кремів бордюрів, орнаменту, квітів і т.д
- Виготовлення зірочок.
- Виготовлення зубів і штифтів.
- Виготовлення колінчатих валів і осей.
| <== попередня сторінка | | | наступна сторінка ==> |
| Виготовлення насіннєпроводів. | | | Виготовлення зірочок. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |