РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Виготовлення колінчатих валів і осей.
Колінчаті осі і вали сільськогосподарських машин за конструктивно-технологічними ознаками можна розділити на два типи: осі і вали, виготовлені із круглого прокату, шляхом згинання, та осі і вали, виготовлені гарячим штампуванням. Перші мають щоки круглого перетину, і їхній діаметр дорівнює діаметру корінних і шатунних шийок. Другі мають щоки некруглого перетину, утворені при штампуванні. Колінчаті осі і вали, як правило, мають малу твердість у зв'язку з великим відношенням довжини до діаметра (що досягає 30 і більше) і великим радіусом кривошипу. Так, при діаметрі вала 30 мм радіус кривошипу може досягати 110 мм і більше. Нежорстка конструкція осей і валів створює ускладнення при їхній механічній обробці. Осі і вали виготовляються зі сталей 30, 35, 40, 45 і ін. Шийки під підшипники ковзання виконуються по 8—11 квалітетах точності із шорсткістю Rz= 20—10 мкм., Для встановлення шарикопідшипників шийки обробляються по 6 квалітету точності із шорсткістю Ra=2,5—1,25 мкм. Ділянки шийок під дерев'яні підшипники і гумові ущільнення поліруються до одержання шорсткості Ra=1,25— 0,63 мкм.
Осі і вали першого типу — із щоками круглого перетину (рис. 17) виготовляються з круглої каліброваної сталі 9—11 квалітетів за допомогою гнуття. Перед гнуттям заготовка необхідної довжини (рис. 18) піддається на окремих ділянках механічній обробці. Знімаються фаски на торцях, фрезеруються шпонкові пази і лиски, поліруються шийки. Потім підготовлена заготовка піддається точному гнуттю на спеціальній установці з місцевим нагріванням струмами високої частоти. Подальша механічна обробка осі не потрібна. На деяких осях і валах цього типу для обмеження довжини шийок установлюються шайби, які перед згинанням насаджуються на вісь (вал) і по закінченні згинання приварюються до нього. Для контролю співвісності кінців осі (вала) і корінних шийок проводиться перевірка биття осі (вала) шляхом встановлення її на контрольні призми в місцях, відзначених на кресленні. Допускається биття на кінцях осі (вала), не більш 0,5 мм.
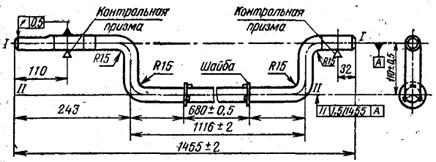
Рис. 17. Гнута колінчата вісь.
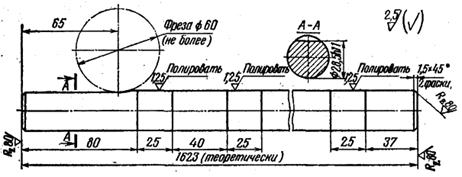
Рис. 18. Заготовка колінчатої осі, підготована до гнуття.

Рис. 19 Штампований колінчатий вал.

Рис. 20. Центрування колінчатого валу (І-І, ІІ-ІІ, ІІІ-ІІІ – осі центрів)
Осі і вали другого типу (з некруглими щоками, рис. 19) після штампування піддаються механічній обробці. Спочатку фрезеруються торці вала і свердляться центрові отвори для обробки шийок. Потім обточуються корінні і шатунні шийки, фрезеруються шпонкові пази. Корінні і шатунні шийки остаточно шліфуються або поліруються. Шийки валів, що вимагають термічної обробки, гартуються перед шліфуванням. У зв'язку з малою твердістю валів застосовуються методи і приспосіблення, що забезпечують малий прогин оброблюваної заготовки. На рис. 20 зображено схему центрування колінчатого вала. Розташування центрів на щоках шийки забезпечує малу деформацію оброблюваної ділянки.
Читайте також:
- Вибір способу виготовлення заготовки. Попереднє проектування заготовки.
- Виготовлення виробів з полімерних матеріалів
- Виготовлення виробів на основі рідких полімерів
- Виготовлення гайок і шайб.
- Виготовлення деталей із склопластика
- Виготовлення дисків.
- Виготовлення до обробки яєць
- Виготовлення з кремів бордюрів, орнаменту, квітів і т.д
- Виготовлення зірочок.
- Виготовлення зубів і штифтів.
- Виготовлення ланок ланцюгів.
| <== попередня сторінка | | | наступна сторінка ==> |
| Виготовлення шнеків. | | | Виготовлення хрестовин. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |