РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Виготовлення хрестовин.
Хрестовини — характерні деталі карданних (шарнірних) з'єднань, що застосовуються в автомобілях і сільськогосподарських машинах. Хрестовина являє собою сталеву деталь порівняно невеликих розмірів з чотирма точно обробленими цапфами, розташованими попарно на двох взаємно перпендикулярних осях.

Рис. 21. Хрестовина кардану косарки.
Заготовкою служить штамповка із сталей 20Х, 12ХН3А і 18ХГТ. Деталь піддається цементації на глибину 0,8—1,5 мм з гартуванням і відпуском до твердості НRС58—65. До готової деталі ставляться вимоги щодо точності і взаємного розташування поверхонь цапф. Діаметри цапф виготовляються по 6 квалітету точності із шорсткістю Rа=0,63 мкм. Відхилення форми допускається в межах допуску. Відхилення від співвісності цапф не більше 0,05 мм. Осі сусідніх цапф повинні бути взаємно перпендикулярні. Допускається відхилення не більш 0,25 мм на 100 мм. Осі повинні лежати в одній площині з відхиленням не більш 0,15 мм.
У крупно-серійному і масовому виробництвах при обробці хрестовин застосовуються високопродуктивні спеціальні верстати: токарні, протяжні, безцентрово-шліфувальні, свердлильні. У багатьох випадках обробка ведеться на автоматичних лініях.
На рис. 21 показано хрестовину кардана косарки. Хрестовина зі сталі 20Х має наскрізні мастильні отвори діаметром 5 мм. При механічній обробці хрестовини може бути використана наступна схема технологічного процесу. На першій операції проводиться чорнове обточування всіх чотирьох цапф. Обробка ведеться на чотирьохшпиндельному агрегатному верстаті методом обертання різця навколо нерухомої цапфи (рис. 22). Заготовка закріплюється нерухомо за допомогою пневматичного приспосіблення.
На другій операції проводиться протягування двох торців одночасно. Після протягування першої пари торців стіл автоматично повертається і протягується інша пара торців.
Третя операція — чорнове шліфування чотирьох цапф — проводиться на безцентрово-шліфувальному верстаті.
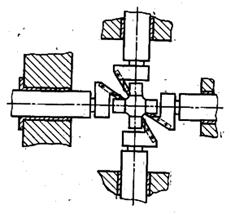
Рис. 22. Налагодження агрегатного верстату для обточування цапф хрестовини.
Цапфи шліфуються попарно методом врізання шліфувального круга.
На четвертій операції на одній парі цапф виконуються наступні технологічні переходи: центрування, свердління мастильних каналів, свердління отворів під різі і зняття зовнішніх фасок. Застосовується спеціальний багатошпиндельний агрегатний верстат. Обробка проводиться при нерухомо закріпленій заготовці. На п'ятій операції виконуються ті ж технологічні переходи на іншій парі цапф. Шоста операція — остаточне протягування торців з виготовленням канавок. Після мийки й очистки хрестовини піддаються термічній обробці. Наступні операції — напівчистове і чистове шліфування цапф на безцентрово-шліфувальних верстатах.
Читайте також:
- Вибір способу виготовлення заготовки. Попереднє проектування заготовки.
- Виготовлення виробів з полімерних матеріалів
- Виготовлення виробів на основі рідких полімерів
- Виготовлення гайок і шайб.
- Виготовлення деталей із склопластика
- Виготовлення дисків.
- Виготовлення до обробки яєць
- Виготовлення з кремів бордюрів, орнаменту, квітів і т.д
- Виготовлення зірочок.
- Виготовлення зубів і штифтів.
- Виготовлення колінчатих валів і осей.
- Виготовлення ланок ланцюгів.
| <== попередня сторінка | | | наступна сторінка ==> |
| Виготовлення колінчатих валів і осей. | | | Виготовлення пружин і ресор. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |