РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Виготовлення шнеків.
Шнеки сільськогосподарських машин призначені для переміщення сипучих матеріалів чи скошеної маси і складаються з двох основних частин — вала і спіралі. У жатках зернових комбайнів роль вала виконує труба, а шнек має дві спіралі (з правою і лівою навивкою) для подачі скошених стебел у середину жатки до похилого транспортера. Спіраль і вал виготовляються роздільно, після чого вони з'єднуються зварюванням. Заготовкою для валів і труб служить звичайно прокат зі сталі марки Ст. 3.
У крупно-серійному і масовому виробництвах спіралі виготовляються методом гарячої прокатки стрічки між двома конічними валками.
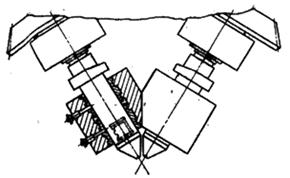
Рис. 15. Пристрій для прокатування спіралі шнека.
В одиничному і дрібносерійному виробництвах спіраль на шнеку утворюється шляхом приварювання до вала окремих секторів. На рис. 15 показаний пристрій для гарячої прокатки спіралей шнека. Стрічка, нагріта до температури 940—960 °С, пропускається між конічними валками і звивається в спіраль (одна сторона її стає тонша і довша за іншу), а потім рубається на відрізки необхідної довжини. Отримана спіральна стрічка насаджується на вал шнека і приварюється одним кінцем. Потім на заданій відстані приварюється інший кінець спіралі. Після виправлення спіралі з метою отримання рівномірного кроку гвинтової лінії її приварюють до вала переривчастим швом по всій довжині. Застосовується також автоматичне зварювання суцільним швом. Кінці стрічки для надійного кріплення приварюються по обидва боки спіралі. Після приварки стрічки, вали шнека правляться.
На рис. 16 зображений колосовий шнек самохідного комбайну. Вал шнека довжиною 1717 мм має діаметр 28 мм. Спіраль із зовнішнім діаметром 148 мм має крок 150 мм. Спіраль до вала приварюється переривчастим швом. До готового шнека ставляться наступні технічні вимоги. Радіальне биття спіралі по зовнішньому діаметру не повинне виходити за межі допуску на діаметр 148 мм. Радіальне биття кінців вала щодо опор А допускається не більш 0,5 мм.
І
Рис. 16 Колосовий шнек самохідного комбайну.
Читайте також:
- Вибір способу виготовлення заготовки. Попереднє проектування заготовки.
- Виготовлення виробів з полімерних матеріалів
- Виготовлення виробів на основі рідких полімерів
- Виготовлення гайок і шайб.
- Виготовлення деталей із склопластика
- Виготовлення дисків.
- Виготовлення до обробки яєць
- Виготовлення з кремів бордюрів, орнаменту, квітів і т.д
- Виготовлення зірочок.
- Виготовлення зубів і штифтів.
- Виготовлення колінчатих валів і осей.
- Виготовлення ланок ланцюгів.
| <== попередня сторінка | | | наступна сторінка ==> |
| Виготовлення зірочок. | | | Виготовлення колінчатих валів і осей. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |