РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Транспортне обладнання складальних потокових ліній.
В потоках з рухомим складанням звичайно застосовують наступні транспортні засоби: склізи, рольганги, безрейкові і рейкові візки, конвеєри різних типів.
Збираний вузол (машину) встановлюють на рольгангу безпосередньо або через піддон (якщо на вузлі є виступи або форма його незручна для пересування по роликах), Конструктивна схема рольганга показана на рис. 2,а. Висоту його вибирають в межах 0,6—0,8 м; радіус закруглення підковоподібного рольганга R ³ 2,5—3,5В, де В — ширина рольганга в м.
При складанні важких виробів рольганги встановлюють з ухилом 2—4° у бік руху виробу.

Рис. 2. Транспортні засоби складання:
а — рольганг (ділянка складання); 1 — стелаж; 2 — верстак; 3 — подача базової деталі на складання; 4 — кран-укосина; 5 — завантаження зібраного виробу на електрокар; б — пластинчастий конвеєр.
Для складання окремих вузлів і машин широко застосовують різні візки, які переміщаються по підлозі або по рейковому шляху. Візки другого типу більш поширені, оскільки вони сприяють створенню постійного напряму переміщення збираних виробів. Рейковий шлях буває незамкнутий і замкнутий. В першому випадку візки, що звільнилися, повертаються в первинну позицію мостовим краном або перекочуються по підлозі. Верхня частина візків повинна бути виготовлена так, щоб збираний вузол або машина встановлювалися стійко.
При складанні важких виробів візки пересувають за допомогою якого-небудь привідного пристрою. При невеликому об'ємі випуску продукції для цього застосовують електролебідки або мостові крани. Лебідка підтягає візок тросом при безпосередньому зчепленні, а кран здійснює переміщення її через блок, укріплений в підлозі. При великому випуску машин складальні візки доцільно пересувати за допомогою поміщеного в траншеї конвеєра, що є замкнутим ланцюгом (трос), безперервно або періодично, що рухається за допомогою привідної і натяжної станцій; зв'язок візків з ланцюгом (тросом) здійснюється за допомогою спеціальних гачків.
Загальне складання машин, що мають ходову частину (комбайни і ін.), після установки рами на колеса, проводять не на візках, а на власному ходу також за допомогою конвеєра.
Складання крупних і середніх вузлів виконують часто на конвеєрах типу підлога, що рухається. Для складання середніх і дрібних вузлів широко застосовують привідні горизонтально і вертикально-замкнуті пластинчасті конвеєри (рис. 2,б), які складаються з привідної станції 1, яка включає електродвигун і редуктор, тягового органу 2 у вигляді однієї або двох шарнірних ланцюгів, несучих пластини 3, направляючих, кутів 4, натяжної станції 5. Вертикально-замкнуті конвеєри застосовують в тих випадках, коли початкова точка складання знаходиться в одному кінці конвеєра, а випуск готової продукції в іншому; горизонтально-замкнуті — коли початкові і кінцеві пункти складання розташовані близько одна від одної і конвеєр повинен обслуговувати велику кількість операцій, розміщення яких по одній прямій вимагало б виробничих приміщень дуже великої довжини. При однаковій розрахунковій довжині вартість виготовлення і монтажу горизонтально-замкнутого, конвеєра менша ніж вертикально-замкнутого.
Для складання вузлів з невеликим числом складальних операцій застосовують карусельні конвеєри, які є круглим столом з розташованими по периметру робочими місцями, що обертається, числом від 4 до 8.
Підвісні конвеєри використовують для складання, транспортування деталей і вузлів на складання і зібраних виробів на фарбування і в якості фарбувальних конвеєрів. Шлях підвісного конвеєра виконують у вигляді прикріпленої до будівельних конструкцій балки, по якій рухаються візки, сполучені між собою пластинчастим шарнірним ланцюгом. До візків прикріплюють гаки, захвати, лотки, етажерки і інші підвіски, на яких розміщують деталі і вузли, що транспортуються.
Різновидом потокової роботи з конвеєром є складання із зніманням, яка полягає в. тому, що вузол знімають з конвеєра, збирають на столі або за допомогою якого-небудь технологічного устаткування, а потім знов встановлюють на конвеєрі для передачі на наступну операцію складання. Складання із зніманням з конвеєра застосовують в основному для вузлів невеликих розмірів.
Безперервний рух конвеєрів здійснюється із швидкістю 0,25—3,5 м/хв. Конвеєри з періодичним рухом переміщають вироби на наступну позицію із швидкістю 4—5 м/хв. Необхідну швидкість безперервно конвеєра, що рухається, обчислюють за формулою:
 ,
,
де l — крок конвеєра (тобто відстань між осями суміжних виробів, які знаходяться на конвеєрі);
Т — такт.
Як засоби, для підйому вантажів вагою 100—300 кг на висоту 1—1,5 м на складанні широко застосовують пневматичні підйомники. Вони прості за будовою, надійні і нескладні в експлуатації. Підйомники підвішують до двоколісного або чотириколісного візка і переміщають по монорельсу вручну (робітник тягне за переміщуваний вантаж). Широко використовують також електротельфери вантажопідйомністю від 250 до 1000 кг. За допомогою пневматичного підйомника і електротельфера вантаж встановлюють приблизно за 10—20 сек.
Електротельфери вантажопідйомністю понад 500 кг оснащено привідними механізмами для подовжнього переміщення.
На деяких заводах застосовують шарнірно підвішений до будівельних конструкцій монорельс (рис. 3, а), що забезпечує можливість відхилення монорельса убік на 500—750 мм Такий монорельс обслуговує площу завдовжки, рівній довжині монорельса, і шириною 1000—1500 мм При необхідності обслуговування більшої площі застосовують поворотні консольні крани з пневматичними підйомниками або електротельферами. Такі крани обслуговують площу діаметром до 3 м.

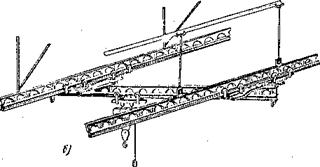
Рис. 3. Підйомні засоби для складання:
а — підвіска монорельса з електротельфером; б —балка, що котиться.
Для можливості обслуговування площі з шириною до 10 м дуже зручні підвісні катучі балки (рис. 3,б). Вантажопідйомність такої балки коливається від 100 до 2000 кг. Приблизний час на установку і знімання вантажу складає 0,5 хв.
При необхідності установки вузлів вагою більше 2000 кг застосовуються мостові електричні крани.
Лекція №11(6 год)
Способи і засоби виконання різних з’єднань при складанні
Читайте також:
- D) оснащення виробництва обладнанням, пристроями, інструментом, засобами контролю.
- Абонентське обладнання для відеоконференц-зв'язку
- Алгоритм розрахунку та підбору технологічного обладнання
- Аналіз використання обладнання.
- Аналіз службового призначення деталей та конструктивних елементів обладнання харчових виробництві, визначення технічних вимог і норм точності при їх виготовленні
- Апаратура, обладнання та матеріали
- Апаратура, обладнання та матеріали
- Безпечність технологічного обладнання
- Вибір вентиляційного обладнання
- Вибір електрообладнання на напругу до 1кВ.
- Види очисного обладнання та споруд
- Види та причини зношення електрообладнання
| <== попередня сторінка | | | наступна сторінка ==> |
| Організаційні способи і форми складання. | | | Зварювальні роботи при складанні. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |