РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Складання ріжучих апаратів збиральних машин.
Будова ріжучих апаратів збиральних машин (косарок, жаток, комбайнів. коноплежаток і ін.) приблизно однакова. Вони розрізняються довжиною і деякими незначними змінами в конструктивному оформленні деталей. Основні деталі ріжучого апарату гостовані, він складається з ножа з приклепаними до нього сегментами і бруса з пальцями, до яких приклепані вкладиші. Кожний з вузлів, що становлять пальцевий брус (ріжучий ніж, пальці з вкладишем, башмаки і пальцевий брус), збирають на своїй потоковій лінії.
Збирання ріжучого ножа (рис. 2). Як відомо, спинку ножа 2 виготовляють з волоченої смугової сталі, яку правлять на спеціальному правильному стані, що має вертикально і горизонтально встановлені валки, що обертаються. Після правки смугу за допомогою ексцентрикового пресу рубають на заготовки необхідної довжини. Зважаючи на високі вимоги до точності правки, кожну спинку додатково правлять уручну на довгій чавунній плиті. Після правки проводять пробивку або свердління отворів (залежно від товщини смуги). На пробиту спинку накладають сегменти 3 і вставляють в неї заклепки 4. Клепку проводять на ексцентриковому пресі. За кожний хід преса приклепують три сегменти (шість заклепок). Потім, так само на пресі проводять приклепування головки ножа.
В деяких машинах головки заклепок з боку спинки або на сегменті повинні бути потайними. Оскільки висоту деталей і розміри раззенковки виконують з певним допуском, потайні головки можуть дещо виступати над площиною деталей.
|
|
| |

Рис. 2, а, б. Відповідно, ніж ріжучого апарату збиральної машини та верстат для зачистки (зашліфовування) головок заклепок.
Ці виступи зачищають на спеціальному точильному верстаті (рис. 2, б). Шліфувальний круг 1 поміщений в кожух і дещо виступає над рівнем столу 2. Переміщаючи ніж по столу, над шліфувальним кругом, проводять зачистку виступаючих головок.
Останньою операцією є остаточна правка ножа, яку проводять на довгій плиті легкими ударами молотка по сегментах. При цьому необхідно стежити, щоб удари не потрапляли на загартовану зону сегментів. Для правки на ребро ніж вставляють у вузький паз, що проходить через плиту, потім його висувають так, щоб місце, яке підлягає правці співпало з краєм плити, і вручну проводять необхідний вигин.
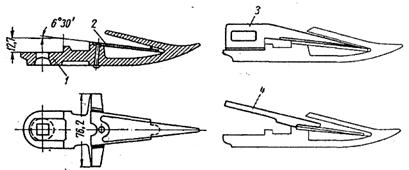
Рис. 3. Складання пальця з вкладишем
При прийманні ножа перевіряють якість клепки і правки та відсутність тріщин на сегментах.
Збирання пальців з вкладишами (рис. 3). Вкладиш 2 вставляють в палець 1 за допомогою спеціального інструменту 4, потім вставляють заклепку і на ексцентриковому пресі потужністю 75—100 т проводять розклепування заклепки і одночасне підгинання для забезпечення розміру 12,7 мм і кута 6°30', необхідного для того, щоб всі вкладиші 2 після прикріплення до бруса лежали в одній площині. Правильність підгинання контролюють спеціальним шаблоном 3.
На наступній операції на ексцентриковому пресі обсікають вусики в розмір 76,2 мм і прочищають квадратний отвір під головку болта. Останньою операцією є заточування носика пальця на обдирно-шліфувальному верстаті. Всі робочі місця на складанні зв'язані склізом, по якому просуваються візки з укладеними в них пальцями.
Приблизно так само проводять приклепування вкладишів до зовнішнього і внутрішнього башмаків.
Збирання пальцевого бруса. Пальцевий брус як деталь виготовляють переважно в ковальсько-пресових цехах. Для деяких машин ця деталь виконується з кутового прокату або зетоподібного профілю. Для косарок застосовують смугу спеціального профілю з Ст. 6. В ковальсько-пресовому цеху таку смугу розрізають на штампі під пресом по діагоналі так, що з однієї смуги виходять два бруси. На ексцентриковому пресі проводять висікання двох пазів, у які при складанні входять відповідні виступи зовнішнього башмака. Ці виступи не дозволяють башмаку розгойдатися при експлуатації косарки. Попередню правку бруса по площині і по ребру здійснюють на фрикційному пресі. На ексцентриковому пресі проводять пробивку всіх отворів пальцевого бруса за один хід повзуна, потім брус піддають термічній обробці (гартуванню і відпуску) до твердості НВ 230—320, зачищенні на наждаку від заусениць і остаточній правці на фрикційному пресі.
Пальцевий брус з підібраними до нього двома ножами укладають на спеціальну підвіску 8 (рис. 3), в якій є певні місця для брусів (внизу) і ножів (вгорі). Підвіску вантажать електротельфером на електрокару і відправляють на фарбування: пальцевий брус фарбують бітумним лаком № 177, а ріжучі ножі мастять розчином петролатуму в машинному маслі. Фарбування пальцевого бруса проводять зануренням, для чого підвіски з пальцевими брусами і ножами пневматичним підйомником знімають з електрокара і занурюють у ванну 2 з бітумним лаком, так, щоб він покривав тільки пальцеві бруси.
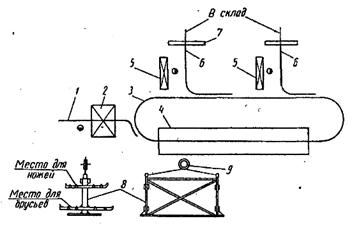
Рис. 3. Фарбування і упакування пальцевого бруса:
Потім підвіску підвішують на кільцевий ланцюговий конвеєр 3, який проходить через сушарку 4. Після виходу з сушарки підвіску відчіплюють пневматичним підйомником і подають по монорельсу 6 на упаковку, перед якою робітник опускає ніж у ванну 5 з підігрітим розчином петролатума в маслі. При упаковці ножі укладають в спеціальну планку, що має подовжню щілину, в яку входять сегменти. Планки з ножами і пальцевий брус перев'язують дротом, утворюючи одне пакувальне місце. Під час упаковки необхідно стежити за тим, щоб кожний брус укладався спільно з підігнаними до нього ножами.
Читайте також:
- II. Вимоги до складання паспорта бюджетної програми
- Алгоритм розрахунку апаратів псевдозрідженого шару.
- Бюджетні запити: їх суть, необхідність складання та аналіз
- ВИБІР ТЕМИ КУРСОВОЇ РОБОТИ І СКЛАДАННЯ ПЛАНУ
- Вибір типу обмотки і складання схеми.
- Вибір типу обмотки і складання схеми.
- Виготовлення сегментів і вкладишів ріжучих апаратів.
- Виділення мікротем у власному висловлюванні. Складання плану
- Визначення термінів та мета складання Звіту про рух грошових коштів
- Виникнення справочинства. Історія розвитку писемності. Складання документів у Київській Русі
- Врахування витраті втрат електроенергії. Приклад складання електробалансу.
- Геометричний метод складання сил
| <== попередня сторінка | | | наступна сторінка ==> |
| Складання вузлів з підшипниками кочення. | | | Складання полотняних транспортерів. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |