РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Порядок виконання роботи
Мета роботи
ЛАБОРАТОРНА РОБОТА № 5
Оцінка зносу колінчастого вала та блоку циліндрів автомобільного карбюраторного двигуна
Вивчити методи, засоби та техніку дефектації двигуна, придбання практичних навичок у визначенні дефектів та їх сполучень.
5.2 Загальні відомості
У процесі роботи двигуна на блок циліндрів та колінчастий вал діють сили тертя, внутрішні напруги у металі, вібрація, агресивне середовище та ін. Все це призводить до зносів, порушення якості поверхні (задири, риски, корозія), механічних пошкоджень (тріщини, відколи, дефекти різьблення) та відхилення розташування (непаралельність, неперпендикулярність, биття). Потайні дефекти визначають за допомогою люмінесцентних, магнітних та ультразвукових дефектоскопів.
Знос, механічні та корозійні пошкодження усуваються обробкою деталей під ремонтні розміри або постановкою додаткових ремонтних деталей, заварюванням у середовищі аргону, а також синтетичними матеріалами. Деформації різного характеру усуваються слюсарно-механічною обробкою. Биття усувається пластичним деформуванням (правкою).
5.3 Обладнання і прилади
- міст з центрами або призмами для установки колінчастого вала;
- мікрометри з межами вимірювання 25-50 мм і 50-75 мм для вимірювання діаметрів шийок колінчастого вала;
- нутромір;
- перевірочна плита;
- штангенциркуль;
- лінійка масштабу - 200 мм;
- індикатор зі стійкою для перевірки прогину колінчастого вала;
- плакати колінчастого вала та блоку циліндрів;
- довідкові матеріали.
5.4.1 Візуальна перевірка колінчастого валу.
Корінні і шатунні шийки колінчастого вала ретельно протирають і визначають наявність та міста розташування тріщин, забоїн, обломів і т.п. Характерні місця розташування знайдених дефектів записують у звіт лабораторної роботи.
5.4.2 Вимірювання діаметрів корінних і шатунних шийок колінчастого валу.
За результатами огляду при нормальному стані колінчастого вала його придатність для подальшої експлуатації визначається виміром корінних і шатунних шийок.
Установити колінчастий вал (рис. 5.1) в центра або на призми.
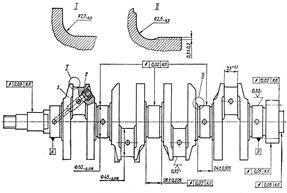
Рисунок 5.1 – Колінчастий вал
Для вимірювання діаметрів корінних і шатунних шийок користуються мікрометрами.
До початку роботи обов'язково перевіряють установку мікрометра на нуль, для чого між вимірювальними площинами установлюють калібр, при цьому нульовий штрих барабана повинен співпадати з повздовжнім штрихом стебла.
5.4.2.1 Виміряти діаметри шийок мікрометром. Вимір кожної шийки провести у поясах I-I, II-II і у двох взаємоперпендикулярних площинах А-А і Б-Б (А-А для всіх корінних шийок береться у площині кривошипу першої шатунної шийки) (рис. 5.2). Пояса знаходяться у кінців шийки на відстані, яка дорівнює 1/4 від її довжини; перший пояс ближче до носку вала.
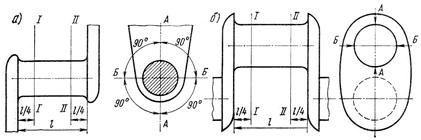
Рисунок 5.2 - Вимірювання шийок колінчастого вала.
Площини вимірювання вибирають таким чином: для корінних шийок - одна площина повинна проходити через кривошип сусідньої шатунної шийки, друга - перпендикулярно першій; для шатунних шийок - в площині кривошипа вимірювальної шийки і перпендикулярно до неї.
Кожне вимірювання виконують три рази і середній результат заносять у таблицю 5.1.
Таблиця 5.1 – Результати вимірювань шийок колінчастого валу двигуна
| Пояс вимірювань | Площина вимірювань | Номера шийок | ||||
| 1. Корінні шийки I – I II – II Конусоподібність | А - А Б – Б Овальність А - А Б – Б Овальність А - А Б – Б | |||||
| 1. Шатунні шийки I – I II – II Конусоподібність | А - А Б – Б Овальність А - А Б – Б Овальність А - А Б – Б |
5.4.3 Визначення конусоподібності шийки вала.
Конусоподібність шийки визначається як різниця її діаметрів, вимірюваних у різних поясах, але в одній площині:
 ;
;

5.4.4 Визначення овальності шийки вала
Овальність шийки в кожному перерізі обчислюється як різниця взаємоперпендикулярних діаметрів:




Результати розрахунків конусоподібності та овальності занести у табл. 5.1.
5.4.5 Визначення абсолютного зносу.
Абсолютний знос корінної або шатунної шийки розраховують як різницю діаметра попереднього розміру і найменшого діаметра, який отримали при вимірюванні:
 ,
,
де: Дп – початковий діаметр шийки вала, мм;
Дi – найменший діаметр шийки вала по поясам і площинам, мм.
Початковий діаметр Дп визначається по ТУ зрівнянням дійсного розміру шийки з ближнім ремонтним або номінальним розміром і вибирається по верхньому граничному розміру.
Максимальна конусоподібність К, овальність О і знос колінчастих валів визначається по їх найбільших значеннях, які беруться з таблиці 5.1.
Отримані розміри зіставте з розмірами корінних та шатунних підшипників. Якщо зазори в корінних та шатунних підшипниках не більше 0.12 мм, а овальність і конусоподібність шийок не перевищує 0.015 мм (овальність і конусоподібність шийок нового колінчастого вала не більше 0.01 мм), колінчастий вал може бути залишений для подальшої експлуатації зі старими підшипниками.
Якщо зазори у корінних та шатунних підшипниках близькі до гранично припустимих, але розміри шийок не менш: корінних 49.969 мм, шатунних - 44.964 мм, колінчастий вал може бути залишений для подальшої експлуатації з новими корінними та шатунними підшипниками. При першій зміні корінних і шатунних підшипників звичайно встановлюють підшипники номінального розміру.
При зношуванні корінних шийок колінчастого вала до розміру менш 49.969 мм, шатунних шийок - до розміру менш 44.964 мм, або при істотних дефектах по візуальному оглядіколінчастий вал підлягає заміні або ремонту.
Ремонт колінчастого вала полягає в перешліфовці корінних і шатунних шийок зі зменшенням на 0.125, 0.25, і 0.5 мм проти номінального розміру. При цьому перешліфовувати треба всі корінні або всі шатунні шийки.
Розміри між щоками (рис. 5.1) повинні бути: другою і четвертою корінних шийок (24±0.105) мм, між щоками середньої корінної шийки (28± 0.026) мм, між щоками шатунних шийок (23+0.10) мм.
Оброблені шийки колінчастого вала повинні відповідати наступним умовам: шорсткість поверхні повинна бути не вище 0.32 мкм; відхилення від паралельності осей шатунних шийок разом з відхиленнями від геометричної форми при опорі на крайні корінні шийки не повинно перевищувати 0.04 мм на довжині 100 мм; конусоподібність, бочкоподібність, сідлоподібність, овальність поверхонь корінних і шатунних шийок не повинна перевищувати 0.01 мм і огранювання – 0.005 мм; биття другої, третьої й четвертої шийок при установці на крайні корінні шийки не повинно перевищувати 0.02 мм.
Якщо у результаті перешліфовки діаметри шийок колінчастого вала зменшені й вкладиші ремонтного розміру виявляться непридатними, то при черговому ремонті необхідно зібрати двигун з новим валом. Для такого випадку у запасні частини поставляється колінчастий вал без маховика, відбалансований динамічно (допустимий дисбаланс не більше 15 гсм).
5.4.6 Визначення биття і прогину вала.
Для визначення биття і прогину вала встановлюють індикатор зі стойкою так, щоб наконечник вимірювального стержнями упирався в середину середньої корінної шийки вала.
Повільно повертають колінчастий вал, дивляться за відхиленням великої стрілки індикатора і при найменшому відхиленні встановлюють стрілку на нуль. Продовжуючи повертати колінчастий вал записують максимальне відхилення стрілки індикатора. При такій настройці індикатора його показники є не що інше, як биття (без врахування зносу шийки).
5.4.7 Візуальна перевірка блоку циліндрів
Оглянути стан блоку циліндрів (рис. 5.3). Блок циліндрів є базовою деталлю двигуна і звичайно потребує ремонту при зносі дзеркала циліндрів.
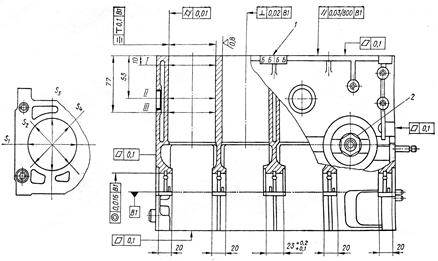
Рисунок 5.3 - Блок циліндрів
Встановити наявність вибракуваних ознак, а при їх відсутності – місця розташування та характер тріщин, відколів, рисок, подряпин, виробіток та інших видимих дефектів.
5.4.8 Перевірка плоскості роз’єму блока циліндрів з голівкою.
Перевірка плоскості роз’єму блока циліндрів з голівкою здійснюється на перевірочній плиті або за допомогою лінійки та щупа. Неплощинність не повинна бути більш 0.14 мм.
Якщо неплощинність роз’єму блока циліндрів з голівкою більше 0.14 мм треба шліфування або шабрування площини.
5.4.9 Вимірювання діаметрів циліндрів.
Дзеркало циліндрів перевірте спочатку візуально на відсутність рисок та задирів.
Придатність циліндра для подальшої роботи зі своїх геометричних розмірів визначають, заміряючи індикаторним нутроміром (рис. 5.4) у зазначених на рис. 5.3 місцях. Результати занести у табл. 5.2.
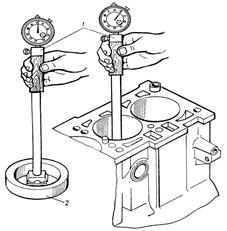
1 – індикаторний нутромір; 2 – кільце-калібр для установки нутроміра на нуль
Рисунок 5.4 – Вимірювання діаметра циліндра індикаторним нутроміром
Таблиця 5.2 – Результати вимірювань діаметрів циліндрів
| Діаметри циліндрів | |||||
| I пояс | А-А Б-Б | ||||
| II пояс | А-А Б-Б | ||||
| III пояс | А-А Б-Б |
У I поясі знос звичайно найбільший, крім того, від розміру в цьому поясі залежить зазор у стику першого компресійного кільця.
Для визначення зазору між спідницею поршня й циліндром приймається середній діаметр від виміру у чотирьох напрямках по II поясі.
При збільшенні діаметра циліндрів більше 72.10 мм при вимірах по I поясі циліндри підлягають ремонту (операції розточення й хонінгування циліндрів).
У випадку, якщо циліндри мають знос менше граничних, блок циліндрів не має потреби в ремонтному розточенні.
Ремонтне розточення циліндрів виробляється під спеціальні ремонтні поршні й кільця, що мають збільшення проти номінального розміру на 0.25 і 0.5 мм, тобто 72.25+0.05 і 72.50+0.05 мм.
Максимально припустиме збільшення діаметра циліндра при розточенні не повинно бути більше 0.5 мм.
Обробка дзеркал циліндрів після ремонту повинна задовольняти наступним вимогам: овальність не більше 0.015 мм (для нового блоку циліндрів не більше 0.010 мм); неперпендикулярність осі циліндрів осі корінних підшипників не більше 0.025 мм; несиметричність дзеркал циліндрів з осями корінних підшипників не більше 0.15 мм; шорсткість поверхні дзеркала циліндрів не вище 0.8 мкм (рис. 5.3).
При необхідності заміни блоку циліндрів блок циліндрів поставляється у зборі з номінальними розмірами циліндрів.
5.4.10 Визначення конусоподібності та овальності дзеркал циліндрів.
Конусоподібність дзеркала циліндра визначається по формулі:
 ,
,
де: Dmax – максимальний діаметр циліндра, мм;
Dmin – мінімальний діаметр циліндра, мм.
Овальність дзеркала циліндра визначається по формулам розділу 5.4.4.
5.4.11 Визначення загального та однобічного нерівномірного зносів.
Загальний знос дзеркала циліндрів визначається по формулі:
 ,
,
де: Dп – початковий діаметр циліндра до начала експлуатації.
Однобічний нерівномірний знос визначається з наступного виразу:
 ,
,
де: β - коефіцієнт нерівномірного зносу, β=0.4.
Звіт
до лабораторної роботи № 5
Оцінка зносу колінчастого вала та блоку циліндрів автомобільного карбюраторного двигуна
Мета роботи:
Обладнання і прилади:
Характеристика колінчастого вала:
а) марка автомобіля і двигуна -
б) матеріал вала -
в) термічна обробка -
г) твердість -
Номінальний діаметр корінних шийок, мм –
Номінальний діаметр шатунних шийок, мм –
Допустима овальність і конусоподібність корінних шийок, мм –
Допустима овальність і конусоподібність шатунних шийок, мм –
Допустиме биття середньої корінної шийки, мм -
Дефекти, які установлені зовнішнім оглядом колінчастого вала.
Данні вимірювань шийок колінчастого вала і перевірки на биття:
а) Загальний знос корінної шийки, мм -
б) найбільший знос шатунної шийки, мм -
в) найбільша овальність шийок, мм -
г) найбільша конусоподібність шийок, мм -
д) биття середньої корінної шийки, мм -
є) прогин вала, мм -
Висновок про можливість експлуатації або ремонту колінчастого вала двигуна.
При установці ремонтного розміру для обробки шийок колінчастого вала необхідно врахувати припуск на обробку, погрішність базування і закріплення вала при шліфуванні, припуск, що враховує нерівномірність зносу шийок, прогин вала, який не піддається правці (допустимий по ТУ), припуск, що враховує глибину рисок на шийках (глибина пошкодженого шару).
Припуск на шліфування, мм :
а) шатунних шийок - (0,12...0,13)
б) корінних шийок - (0,17...0,19)
Характеристика блоку циліндрів:
а) матеріал блоку циліндрів -
б) термічна обробка -
в) твердість -
Номінальний діаметр циліндра, мм –
Допустима овальність циліндра –
Допустима конусоподібність циліндра –
Дефекти, які установлені зовнішнім оглядом блоку циліндра.
Данні вимірювань блоку циліндрів:
а) найбільший знос дзеркала циліндрів, мм -
б) однобічний нерівномірний знос дзеркала циліндрів, мм -
в) найбільша овальність дзеркала циліндрів, мм -
г) найбільша конусоподібність дзеркала циліндрів, мм -
Висновок про можливість експлуатації або ремонту блоку циліндрів.
Контрольні запитання
1. Які структурні параметри кривошипно-шатунного механізму двигуна змінюються при експлуатації і як вони впливають на вихідні (робочі) параметри?
2. Причини зносу шатунних і корінних шийок колінчастого вала?
3. Як вибрати ремонтний розмір шийок колінчастого вала?
4. По якій причині зменшується тиск масла в двигуні?
5. Які неполадки кривошипно-шатунного механізму оказують найбільший вплив на роботу двигуна і по яким ознакам їх можна визначити?
6. Назвіть види зносу деталей кривошипно-шатунного механізму?
7. Як встановлюється овальність, конусоподібність та биття середньої шийки колінчастого вала?
8. Причини зносу блоку циліндрів?
9. Як встановлюється овальність, конусоподібність дзеркала циліндрів?
Література: [5]; [6].
Читайте також:
- II. Вимоги безпеки перед початком роботи
- II. Вимоги безпеки праці перед початком роботи
- III. Виконання бюджету
- III. Вимоги безпеки під час виконання роботи
- III. Вимоги безпеки під час виконання роботи
- Internet. - це мережа з комутацією пакетів, і її можна порівняти з організацією роботи звичайної пошти.
- IV. Вимоги безпеки під час роботи на навчально-дослідній ділянці
- The peace – порядок
- V. Виконання вправ на застосування узагальнювальних правил.
- VII. Прибирання робочих місць учнями (по завершенню роботи) і приміщення майстерні черговими.
- А.1. Порядок Magnoliales - магнолієцвіті
- Аконність залишення засуджених у слідчому ізоляторі для роботи з господарського обслуговування.
| <== попередня сторінка | | | наступна сторінка ==> |
| Порядок виконання роботи | | | Мета роботи |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |