РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
ФОРМУВАННЯ ПРОКАТКОЮ ПОРОШКІВ
Суть методу пресування прокаткою порошків полягає в їх ущільненні, коли вони гравітаційно або примусово поступають з бункера між валки, що обертаються назустріч один одному (рис.51). При цьому так як і при статичному пресуванні в пресформах відбувається зміна властивостей порошкового матеріалу, який перетворюється з сипкого в компактний, що має певні характеристики міцності.
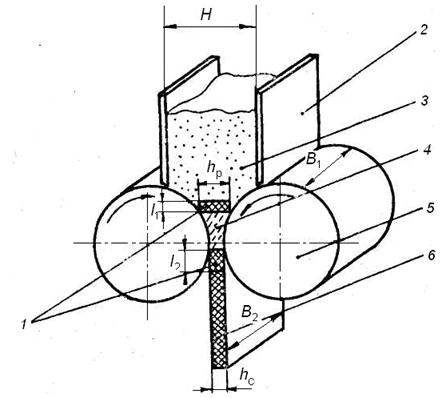
1– елементи об’ємів порошкового тіла, що прокатується;
2 – дозуючий пристрій (бункер); 3 – вихідний порошок;
4 –зона деформації; 5 – валки; 6 – кінцевий прокат
Рисунок 51 - Схема прокатки
Процес прокатки порошків можна розглядати як процес їх безперервного пресування. На відміну від прокатки компактних матеріалів при прокатці порошків не дотримується закон сталості об'єму матеріалу, який прокатується.
При прокатці порошкового тіла його об'єм зменшується. В той же час дотримується закон сталості маси:
 ,
,
 ,(205)
,(205)
де  - відношення густини сирого прокату до густини утруски порошку, зване коефіцієнтом ущільнення;
- відношення густини сирого прокату до густини утруски порошку, зване коефіцієнтом ущільнення;  і
і  лінійні розміри об'єму матеріалу, що ущільнюється , відповідно до і після плющення.
лінійні розміри об'єму матеріалу, що ущільнюється , відповідно до і після плющення.
Останнє рівняння можна записати так:
або після логарифмувань
 . (206)
. (206)
Таким чином, при плющенні порошків сума логарифмічного ступеня ущільнення матеріалу і логарифмічного ступеня деформації за трьома взаємно перпендикулярними направленнями рівна нулю.
У практиці і теорії плющення порошків важливими є також коефіцієнт спресовування
 , (207)
, (207)
де  - товщина шару порошку на початку зони ущільнення;
- товщина шару порошку на початку зони ущільнення;  - товщина на сирій олениці; коефіцієнт витяжки.
- товщина на сирій олениці; коефіцієнт витяжки.
 , (208)
, (208)
де  - довжина елементарного об'єму після проходження зони ущільнення;
- довжина елементарного об'єму після проходження зони ущільнення;  - довжина елементарного об'єму порошку на початку зони ущільнення.
- довжина елементарного об'єму порошку на початку зони ущільнення.
Процес пресування прокаткою порошків порошків можна розбити на два етапи. Перший, так званий несталий період саморегулювання може продовжуватися аж до повороту валів на 120...180°. У цей період відбувається збільшення повного тиску металу на валяння , що призводить до пружної деформації елементів робочої кліті стану і зміна зазору між валяннями. При цьому постійно збільшуються товщина і густина прокату.
Другий етап, відповідний сталому процесу плющення, в свою чергу може бути розділений на три підетапи. На першому відбувається транспортування порошку як гравітаційно, так і валками в зону ущільнення. У зв'язку з цим важливого значення при плющенні набуває текучість порошку. При відпрацюванні технологічних процесів треба особливу увагу звертати на особливості вільного витікання порошку з бункера, оскільки останнє визначає об'ємні витрата (лінійну швидкість) порошку, від якої в свою чергу залежить окружна швидкість валів, яка повинна бути узгоджена із швидкістю руху порошку. Інакше безперервність процесу спресовування порошку порушується.
Транспортний ефект валів залежить від сили тертя між порошком і поверхнею валів. Найбільше захоплення порошку спостерігається при  (рис.52). У разі потреби зменшення товщини стрічки і її густини забезпечують , коли транспортний ефект валів практично виключається.
(рис.52). У разі потреби зменшення товщини стрічки і її густини забезпечують , коли транспортний ефект валів практично виключається.
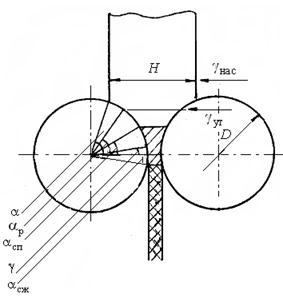
 - початковий кут;
- початковий кут;  - кут плющення; - кут спресовування;
- кут плющення; - кут спресовування;  - кут пружного стиснення валів;
- кут пружного стиснення валів;  - нейтральний кут
- нейтральний кут
Рисунок 52 - Основні кутові параметри плющення порошків
На другому підетапі під дією валів, що обертаються, відбувається структурна деформація порошку, тобто щільніше укладання частинок порошків без їх деформації, зміна густини порошку від насипної до густини утруски. При цьому на густину мають істотний вплив властивості порошків - розмір частинок порошків і їх форма, гранулометричний склад, стан поверхні тощо.
І, нарешті, на третьому підетапі відбувається остаточне формування властивостей прокату. При цьому процес характеризується пружними і пластичними деформаціями частинок порошку і, як результат, утворенням якісного контакту між ними, що визначає кінцеві властивості прокату (густина, міцнісні властивості, товщина тощо.)
На третьому підетапі ущільнення відбувається зміна густини від густини утруски до густини сирої стрічки з урахуванням явищ пружної післядії.
Товщина прокату, його густина і інші властивості формуються в результаті взаємодії багатьох чинників, які впливають на процес плющення. Ці чинники можна розділити на дві групи: геометричні і физико-механічні.
Геометричні:
1.кутові параметри (рис.52): початковий кут  , кут плющення , кут спресовування, нейтральний кут
, кут плющення , кут спресовування, нейтральний кут  , кут пружного стиснення валів ;
, кут пружного стиснення валів ;
2. діаметр валів  ;
;
3. розчин валів  ;
;
4. товщина сирого прокату  ;
;
5. ширина прокату  ;
;
6. початкова товщина  .
.
Физико-механічні:
1. насипна маса порошку  ;
;
2. маса утруски порошку  ;
;
3. хімічний склад порошку;
4. гранулометричний склад порошку;
5. текучість порошку;
6. форма частинок порошку;
7. швидкість плющення  ;
;
8. стан робочої поверхні валів;
9. жорсткість робочої кліті стану;
10. в'язкість газового середовища плющення;
11. напрям плющення.
Кутові параметри разом з іншими використовуються для аналізу і опису механізму плющення порошкових матеріалів.
Під початковим кутом мається на увазі кут, визначуваний дозуючим пристроєм.
Початковому куту відповідає товщина подачі порошку. Звичайно зміна початкового кута призводить до зміни властивостей прокату, перш за все його товщини і густини. Так, при збільшенні початкового кута густина і товщина прокату збільшуються, оскільки збільшується транспортний ефект валів за рахунок збільшення площі їх зіткнення з порошком. Проте слід зазначити, що досягши певних значень початкового кута густина і товщина практично перестають змінюватися, тобто має місце граничний початковий кут, перевищення якого недоцільне.
Кутом плющення називається кут, довжина дуги якого служить підставою епюри тиску плющення. Починаючи з кута плющення густина прокатуваного порошкового матеріалу змінюється від густини утруски  до густини сирої стрічки
до густини сирої стрічки  . При цьому перетин, визначуваний цим кутом, відділяє область плющення від попередньої області подачі порошку.
. При цьому перетин, визначуваний цим кутом, відділяє область плющення від попередньої області подачі порошку.
Кут плющення
 , (209)
, (209)
де  - товщина стрічки;
- товщина стрічки;  - радіус валів;
- радіус валів;  - густина стрічки;
- густина стрічки;  - коефіцієнт витяжки;
- коефіцієнт витяжки;  - густина утруски.
- густина утруски.
Кутом спресовування  називається центральний кут, який відповідає перетину розділу між сипким і спресованим валками матеріалом в зоні деформації.
називається центральний кут, який відповідає перетину розділу між сипким і спресованим валками матеріалом в зоні деформації.
Нейтральний кут  визначає перетин, в межах якого епюра сил тертя міняє знак.
визначає перетин, в межах якого епюра сил тертя міняє знак.
Кут пружного стиснення валів  характеризує збільшення довжини зони деформації за рахунок пружної деформації валів.
характеризує збільшення довжини зони деформації за рахунок пружної деформації валів.
Кут птабялізапм (стабілізації ?) процесу  визначається кутом, початкового повороту валів, після якого процес встановлюється, тобто характеристики прокату стають постійними.
визначається кутом, початкового повороту валів, після якого процес встановлюється, тобто характеристики прокату стають постійними.
Як наголошувалося раніше, характеристики сирого прокату, перш за все його густина і товщина, формуються в результаті взаємодії всіх геометричних і физико-механічних параметрів, аналітичний опис впливу яких на процес прокатки в даний достатньо не вивчений. Особливо утруднений аналітичний опис впливу фізіко-механічних параметрів.
У зв'язку з тим, що основними контрольованими параметрами прокату є його товщина і густина, далі зупинимося на впливі цих параметрів.
Товщина стрічки за інших рівних умов залежить від спочатку встановленого зазору між валками. При цьому, як правило, товщина прокатної стрічки більша, ніж ширина зазору, і збільшується з його збільшенням, тобто має місце залежність, показана на рисунку 53.

Рисунок 53 - Залежність товщини стрічки від розчину валів:
1 - ширина прокату 200 мм; 2 - ширина прокату 100 мм
(Для якого матеріалу !)
Нахил прямих на вказаних залежностях визначається жорсткістю конструкції робочої кліті прокатного стану. Аналітично приведені залежності можуть бути описані за допомогою рівняння
 , (210)
, (210)
де  - товщина готового прокату;
- товщина готового прокату;  - початкова товщина прокату;
- початкова товщина прокату;  - кутовий коефіцієнт;
- кутовий коефіцієнт;  - постійна.
- постійна.
Кутовий коефіцієнт характеризує жорсткість конструкції прокатного стану і не залежить від умов плющення і властивостей початкових порошків. Жорсткість конструкції може бути охарактеризована коефіцієнтом жорсткості
 , (211)
, (211)
який визначає пружні деформації кліті стану  :
:
 ,
,
де So - початковий розчин валів; р - повний тиск.
Постійна визначається експериментально. Залежить від властивостей початкових порошків, напряму, швидкості плющення і інших чинників, що впливають на формування властивостей прокату. У зв'язку з цим слід зазначити, що збільшенню товщини стрічки сприяє збільшення початкового кута за рахунок збільшення об'єму порошку, захоплюваного валяннями. До такого ж результату призводить збільшення діаметру валів і зменшення коефіцієнта ущільнення і витяжки. Залежність між, вказаними параметрами і товщиною прокату може бути виражена так:
 , (212)
, (212)
де  - початковий кут; - діаметр валів; - коефіцієнт витяжки;
- початковий кут; - діаметр валів; - коефіцієнт витяжки;  - коефіцієнт ущільнення.
- коефіцієнт ущільнення.
Серед властивостей порошків помітний впливають на товщину прокату розмір часток і їх форма, тобто ті властивості, які в основному визначають текучість порошку, його насипну густину. Із збільшенням текучості порошків збільшується кількість матеріалу, що поступає в зону деформації, що і призводить до збільшення товщини прокату. Прямо пропорційна залежність також спостерігається між товщиною стрічки і насипною густиною порошку, який прокатується :
 (213)
(213)
Таким чином, використовуючи вихідні порошки з різним розміром частинок і формою можна регулювати товщину прокату. Проте висловлені припущення відносяться до випадку гравітаційної подачі порошків в зону ущільнення. Збільшенню товщини прокату, а також його густині сприяють також примусова подача порошків, зменшення в'язкості середовища плющення, зміна шорсткості поверхні валів, вакуумування процесу тощо. На впливі цих чинників ми зупинимося далі.
При плющенні важливим є встановлення залежностей густини прокату від різних параметрів. У зв'язку з різноманіттям чинників, що мають вплив на густину прокату, можливий емпіричний підхід до її визначення. По Виноградову зв'язок між густиною прокату і його товщиною може бути виражений рівнянням:
 , (214)
, (214)
де  - емпіричний коефіцієнт, що характеризує сумарну дію всіх геометричних і физико-механічних параметрів процесу - плющення порошків.
- емпіричний коефіцієнт, що характеризує сумарну дію всіх геометричних і физико-механічних параметрів процесу - плющення порошків.
Можна також використовувати залежність безрозмірних величин - відносної густини і відносної товщини прокату  :
:
 , (215)
, (215)
де  діаметр (радіус) валів.
діаметр (радіус) валів.
Графічний вид цих залежностей для випадків плющення різних матеріалів показаний на рис.54. Для більшості умов плющення металевих порошків коефіцієнти С і С1 можуть бути визначені
 , або
, або  . (216)
. (216)
Важливою в практиці плющення є здатність до ущільнення порошків, тобто залежність густини прокату від тиску на валки. По Каташинському ця залежність має вигляд:
 , (217)
, (217)
де - густина утруски;  - максимальний тиск на валяння;
- максимальний тиск на валяння;  - емпіричні коефіцієнти.
- емпіричні коефіцієнти.
Знаючи цю залежність, можна визначити тиск, необхідний для пресування прокату заданої густини, або загальне зусилля, необхідне для силового розрахунку устаткування.
Поняття витікає з того, що епюри тиску пресування при плющенні порошків мають максимум. Тиск, починаючи з кута плющення, спочатку плавно наростає до максимуму, а потім різко падає до нуля. При цьому густина прокату змінюється у вогнищі деформації по кривій 2 (рис.55).
1 - титан (  = 0,3 г/см2); 2 - сталь IXI84T ( =1,53); 3 - залізо ( =1,94);
= 0,3 г/см2); 2 - сталь IXI84T ( =1,53); 3 - залізо ( =1,94);
4 - залізо (  = 1,65); 5 - залізо (=2,08); 6 - залізо ( =2,41)
= 1,65); 5 - залізо (=2,08); 6 - залізо ( =2,41)
1 - титан ( = 0,3 г/см2); 2 - сталь IXI84T ( =1,53); 3 - залізо ( =1,94);
4 - залізо ( = 1,65); 5 - залізо (=2,08); 6 - залізо ( =2,41)

1 - титан ( = 0,3 г/см2); 2 - сталь IXI84T ( =1,53); 3 - залізо ( =1,94);
4 - залізо ( = 1,65); 5 - залізо (=2,08); 6 - залізо ( =2,41)
Рисунок 54 - Залежність відносної густини прокату з різних матеріалів від його відносної товщини

Рисунок 55 - Зміна тиску (1) і густини (2) прокату в зоні деформації густиною прокату
Густина прокату змінюється від щільності утруски до густини сирої стрічки в точці дії максимального тиску і надалі практично не змінюється. Таким чином, густина прокату виявляється сформованою не на виході з валів, а в нейтральному перетині, де тиск пресування досягає максимуму. Вихід епюри тиску пресування за лінію центрів валів обумовлений пружним стисненням валів.
Між максимальним і середнім тиском на валках має місце пропорційна залежність
 (218)
(218)
де  - коефіцієнт пропорційності, який залежить від швидкості плющення, матеріалу порошку, товщини прокату і змінюється в межах: 0,35...0,55. Для відносно тонкого прокату, для високопористого прокату, а також для порошків з високою густиною утруски
- коефіцієнт пропорційності, який залежить від швидкості плющення, матеріалу порошку, товщини прокату і змінюється в межах: 0,35...0,55. Для відносно тонкого прокату, для високопористого прокату, а також для порошків з високою густиною утруски  = 0,45...0,55.
= 0,45...0,55.
З другого боку, зв'язок між середнім тиском, плотноєшо? утруски і описана так:
 , (219)
, (219)
У свою чергу повний тиск на валках, який представляє інтерес при розрахунках деталей на міцність по Виноградову, можна визначати таким чином:
 , (220)
, (220)
де - середня ширина прокату в зоні деформації;  - товщина порошку на початку зони ущільнення;
- товщина порошку на початку зони ущільнення;  - коефіцієнт спресовування;
- коефіцієнт спресовування;  - коефіцієнт тертя;
- коефіцієнт тертя;  ; - кут плющення, - нейтральний кут;
; - кут плющення, - нейтральний кут;  - радіус валів; - кут пружного стиснення валів.
- радіус валів; - кут пружного стиснення валів.
Для побудови діаграм ущільнюваності при плющенні важливо визначити максимальний тиск на валяння за допомогою точкових мессдоз? з автоматичним записом значень тиску. Залежність густини стрічки від  звичайно має вигляд, показаний на рис.55. На першій стадії ущільнення до відносної густини 0,5...0,6 ущільнення відбувається за рахунок щільнішого укладання частинок порошків при їх взаємному переміщенні. При цьому велике значення мають такі властивості порошків, як розмір частинок, гранулометричний склад, форма частинок порошків і стан їх поверхні. На цьому етапі контактна поверхня збільшується трохи.
звичайно має вигляд, показаний на рис.55. На першій стадії ущільнення до відносної густини 0,5...0,6 ущільнення відбувається за рахунок щільнішого укладання частинок порошків при їх взаємному переміщенні. При цьому велике значення мають такі властивості порошків, як розмір частинок, гранулометричний склад, форма частинок порошків і стан їх поверхні. На цьому етапі контактна поверхня збільшується трохи.
На другій стадії ущільнення до відносної густини 0,6...0,8 відбувається за рахунок заповнення крупних пор матеріалом частинок унаслідок деформації приконтактних областей. На третій стадії ущільнення до відносної густини вище 0,8...0,85 відбувається в основному за рахунок деформації всього об'єму частинок. На цій стадії основний вплив на процес ущільнення має матеріал частинок, ступінь його наклепа і інші міцнісні характеристики.
При прокатці пластичних матеріалів легко може бути досягнута відносна щільність, близька до одиниці (0,98 при прокатці міді при = 600МПа). В той же час при прокатці порошків заліза така щільність не досягається навіть при =600 МПа (рис.56, крива 2). Ще нижча щільність досягається при прокатці порошкових сумішей, що містять в своєму складі тверді компоненти (рис.56, криві 3, 4). Останнє свідчить про те, що в даному випадку в основі процесу ущільнення при плющенні лежить пластична деформація. Наявність твердих частинок блокує цю деформацію, що перешкоджає отриманню високої густини.
При плющенні велика увага приділяється формуємості порошків, які визначають міцнісні властивості сирого прокату. В цьому відношенні переважною є розвинена поверхня частинок, оскільки механічне зчеплення між частинками порошку при формуванні міцнісних властивостей прокату має важливе значення. Крім того, частинки сферичної форми схильні до меншого ступеня деформації, ніж дендритної або голчатої. У зв'язку з цим в плющенні краще використовувати порошки, одержані гідрометалургійними методами або відновленням. При цьому велике значення має розмір частинок порошків. Існує граничний максимальний розмір частинок порошків, при якому прокат не формується, в першому наближенні він розраховується так:
 , (221)
, (221)
де  - число частинок, що укладаються по ширині перетину прокатки.
- число частинок, що укладаються по ширині перетину прокатки.
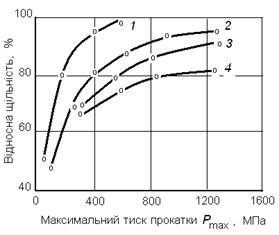
1 - міді; 2 - заліза; 3 - суміш (  )
)
4 – суміш (  )
)
Рисунок 56 - Залежність відносної густини прокату від при прокатці порошків
Окрім розглянутих чинників, що впливають на формування властивостей прокату (перш за все його товщина і, густина), важливе значення має швидкість плющення. Підвищення швидкості плющення - одна з основних задач при розробці технологічних процесів. Проте швидкість плющення часто доводиться обмежувати унаслідок причин, які розглянемо далі. Одна з умов безперервного плющення при гравітаційній подачі порошків в зону ущільнення - визначення, оптимальних швидкостей плющення. Звичайно повинна виконуватись нерівність
 , (222)
, (222)
де  оптимальна швидкість плющення.
оптимальна швидкість плющення.
Мінімальна швидкість плющення визначається з умови, що маса стрічки повинна бути більшою маси порошку, що вільно просипається в зазор між валяннями, тобто  .
.
Маса порошку, що йде на формування стрічки на одиниці її ширини:
 , (223)
, (223)
де  - лінійна швидкість плющення.
- лінійна швидкість плющення.
Маса неспресованого порошку, що просипається в зазор між валяннями через перетин  :
:
 , (224)
, (224)
де  - функція сипучості порошку залежно від товщини прокату.
- функція сипучості порошку залежно від товщини прокату.
Підставивши значення  і
і  в нерівність , можна знайти мінімальну швидкість плющення
в нерівність , можна знайти мінімальну швидкість плющення
 , (225)
, (225)
де  - ступінь ущільнення.
- ступінь ущільнення.
Максимальна швидкість плющення по Г.І.Аксенову визначається виходячи з того, що надходженню порошку в зону ущільнення перешкоджає повітря (або інше газове середовище плющення), видавлюєш з простору між частинками при їх ущільненні в зоні деформації в напрямі, протилежному плющенню:
 , (226)
, (226)
де  - коефіцієнт проникності порошку;
- коефіцієнт проникності порошку;  - надмірний тиск газу, дин/см2;
- надмірний тиск газу, дин/см2;  - висота шару порошку, см;
- висота шару порошку, см;  - в'язкість газу, пз; - початковий кут, град;
- в'язкість газу, пз; - початковий кут, град;  - тиск, відповідний появі перших ознак підвищення рівня порошку при продуванні стислого повітря через циліндровий стакан висотою (
- тиск, відповідний появі перших ознак підвищення рівня порошку при продуванні стислого повітря через циліндровий стакан висотою (  ;
;  - ступінь ущільнення порошку).
- ступінь ущільнення порошку).
Виникнення потоків повітря в напрямі, протилежному плющенню, створює лобовий опір (лобовий тиск), який перешкоджає руху частинок порошку в зону деформації
 , (227)
, (227)
де  - емпіричний коефіцієнт, залежний від форми частинки, її положення і характеру руху повітряного потоку;
- емпіричний коефіцієнт, залежний від форми частинки, її положення і характеру руху повітряного потоку;  - площа поперечного перетину частинки, нормального до напряму її руху, м2;
- площа поперечного перетину частинки, нормального до напряму її руху, м2;
- густина газу, кг/м3;  - швидкість руху газу, м/с;
- швидкість руху газу, м/с;  - швидкість руху частинок порошку, м/с.
- швидкість руху частинок порошку, м/с.
Лобовий опір зростає із збільшенням швидкості плющення за рахунок більшої кількості видавлюваного газу з міжчасткового простору в одиницю часу. В результаті збільшується швидкість газового потоку. Вказані явища при великих швидкостях плющення призводять до зменшення товщини і густини прокату (рис.56). При певній критичній швидкості плющення можливе значне пониження густини прокату в середній його частині або порушення його суцільності.
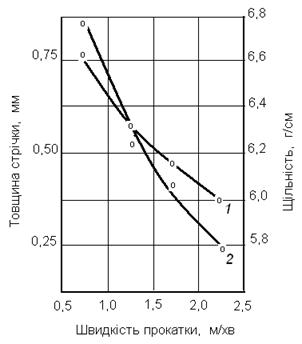
Рисунок 57 - Залежність товщини (1) і густини (2) прокату з
нікелевого порошку при рівні засипки в бункері 60 мм
У розглянутих явищах важливу роль має розмір частинок порошків. Так, при плющенні дрібних порошків, що мають низьку газопроникність, максимально допустима швидкість плющення менша, ніж при плющенні крупних порошків.
При цьому для дуже тонких порошків (  ГОСТ 9723-61, Си по ГОСТ 4960-49) розрахункові значення максимальної швидкості плющення можуть виявитися більшими за максимальну швидкість. Такі порошки при їх гравітаційній подачі в зону деформації не прокатуються. В цьому випадку необхідно застосовувати горизонтальне плющення на підкладці (рис.56,п.5) або збільшувати газопроникність порошків за рахунок їх конгломерування.
ГОСТ 9723-61, Си по ГОСТ 4960-49) розрахункові значення максимальної швидкості плющення можуть виявитися більшими за максимальну швидкість. Такі порошки при їх гравітаційній подачі в зону деформації не прокатуються. В цьому випадку необхідно застосовувати горизонтальне плющення на підкладці (рис.56,п.5) або збільшувати газопроникність порошків за рахунок їх конгломерування.
Істотний вплив на максимально допустиму швидкість плющення, а також товщину і густину прокату мають в'язкість і густина газового середовища. Із збільшенням в'язкості газу максимальна швидкість плющення  зменшується. Зменшуються також густина стрічки і її товщина (табл.3).
зменшується. Зменшуються також густина стрічки і її товщина (табл.3).
Таблиця 3. - Вплив в'язкості газу на товщину прокату з нікелевого
порошку
| Газ |  , пз , пз
| Товщина стрічки, мм |
| Водень Вуглекислота Азот Повітря Аргон | 0,59 0,46 0,40 0,38 0,29 |
Найвищі значення товщини і густини прокату досягаються при плющенні у вакуумі, що указує на істотний вплив газового середовища плющення.
У міру зменшення розмірів частинок, підвищення швидкості плющення, в'язкості газів роль газового середовища зростає і за певних умов може виявитися переважаючою.
Як наголошувалося раніше, певний вплив на характеристики прокату роблять стан поверхні валів з погляду чистоти обробки їх поверхні. Оптимальною вважається поверхня, відповідна 9-10 класу. Як правило, збільшення шорсткості валів призводить до збільшення товщини і густини прокату за рахунок більшої кількості порошку, який поступає в зону деформації в результаті коефіцієнта тертя, що збільшується, між порошком і поверхнею валів. Важливо, щоб поверхня обох валів була оброблена

Рисунок 58 - Схема плющення з різними варіантами подачі порошку
по одному класу чистоти. При недотриманні цієї умови на ділянках, відповідних більшій шорсткості, густина прокату виходить вища, ніж на менш шорстких ділянках, що призводить до браку після спікання - викривленню, разнотолщинності і ін.
Для виготовлення порошкового прокату застосовують стани, які за конструкцією принципово не відрізняються від станів для плющення литих матеріалів. Основними вузлами в них є шестерінчаста кліть, редуктор, шарнірні шпінделі, валки, нажимний пристрій, пристосування для осьової і радіальної настройки валів. Проте особливістю прокатних станів для плющення порошків є відносно мале і регульоване число обертів валів (0,33...30 об/хв.) і горизонтальне розташування площини, в якій розташовані осі валів при вертикальному плющенні. Стани для вертикального плющення порошків забезпечені спеціальними бункерами для подачі порошків в зону деформації. Конструкція бункера має важливе значення як з погляду отримання однорідності властивостей по довжині і ширині прокату, так і можливості виготовлення прокату різноманітної форми і властивостей. Бункери можуть бути підвісними і спираютися на валки. Схеми основних видів бункерів показані на рис.58. Найбільш універсальним і зручним в роботі є пристрій для подачі порошку, показаний на рис.58,п.2. Регулюючи рівень шибера, можна одержувати як моно-, так і біметалічний прокат. Крім того, застосовуючи порожнистий шибер, можна пропускати через нього сітку або стрічку, накочивши на них порошок. Для плющення порошків, що мають високу текучість, зручно застосовувати бункер відповідно до схеми (рис.58,п.3), і навпаки, для примусової подачі порошку або регулювання його витрати зручно застосовувати пристрій (рис.48,п.4).
Прокат після стану безпосередньо або заздалегідь намотаний в бухти спікається в муфельних печах протяжкою через зону нагріву (рис.59). Закономірності спікання аналогічні закономірностям спікання інших видів порошкових матеріалів, які будуть розглянуті в розділі "Спікання" цього посібника.
Метод плющення порошків знаходить все більше застосування для виготовлення матеріалів різного призначення. При цьому застосування плющення гранульованих порошків і гарячого плющення розширює круг матеріалів, що виготовляються цим методом. Характеристики деяких матеріалів, одержаних методом плющення, приведені в табл.4.
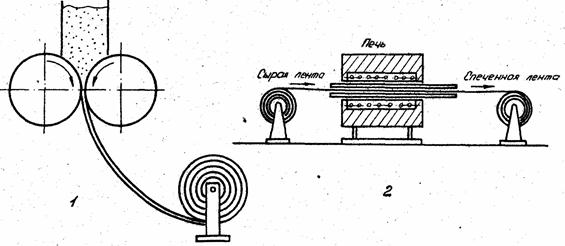
Рисунок 59 - Схема формування прокату і його спікання
по одному класу чистота. При недотриманні цієї умови на ділянках, відповідних більшій шорсткості, густина прокату виходить вищою, ніж на менш шорстких ділянках, що призводить до браку після спікання, викривленню, разнотолщинності і ін.
Таблиця 4 - Порошковий прокат і області його застосування
| № п/п | Вид прокату і його склад | Області застосування |
Листи з неіржавіючої сталі мазкі ПН (порошок стали ІХІ8НІОТ)
Стрічка нікелева пориста (  )
Пористі залізні листи марки ПЖ ( )
Пористі залізні листи марки ПЖ (  )
Мідна стрічка беспористая ( )
Мідна стрічка беспористая (  )
Наплавлювальна стрічка
Стрічка жалізо-нікелева пориста
Тришаровий прокат мідь - залізо - мідь
Псевдосплавні стрічкові електроди із старіючого сплаву мазкі К3ОМ18
Тонкі смуги твердосплавні
Диски з алмазів на бронзовій зв'язці )
Наплавлювальна стрічка
Стрічка жалізо-нікелева пориста
Тришаровий прокат мідь - залізо - мідь
Псевдосплавні стрічкові електроди із старіючого сплаву мазкі К3ОМ18
Тонкі смуги твердосплавні
Диски з алмазів на бронзовій зв'язці
| Фільтри для фільтрації агресивних середовищ Теплостійкі фільтри тонкого очищення рідин Фільтри для очищення неагресивних рідин і газів Для потреб електротехнічної промисловості Автоматичне наплавлення, зварка Компенсаційні прокладки, вживані при паянні твердосплавних пластин до державки різця Екранування кабелів зв'язку Механізоване наплавлення вирубних і висічених прецизійних штампів Твердосплавний інструмент, зносостійкі направляючі верстатів тощо Шліфовка скла |
Читайте також:
- АДАПТОВАНА ДО РИНКУ СИСТЕМА ФОРМУВАННЯ (НАБОРУ) ОКРЕМИХ КАТЕГОРІЙ ПЕРСОНАЛУ. ВІДБІР ТА НАЙМАННЯ НА РОБОТУ ПРАЦІВНИКІВ ФІРМИ
- Алгоритм формування комплексу маркетингових комунікацій
- Алгоритм формування потенціалу Ф2
- Алгоритм формування статутного фонду банку
- Альтернативні джерела формування підприємницького капіталу
- Аналіз ефективності формування та використання банківських ресурсів
- Аналіз капітальних інвестицій у формування основного стада
- АНАЛІЗ ОБОРОТНИХ АКТИВІВ ЗА ДЖЕРЕЛАМИ ЇХ ФОРМУВАННЯ
- Аналіз процесу формування маркетингових комунікацій
- Аналіз руху та ефективності формування грошових потоків
- Аналіз стратегічних альтернатив та визначення оптимальної стратегії формування фінансових ресурсів
- Аналіз структури майна та динаміки джерел його формування
| <== попередня сторінка | | | наступна сторінка ==> |
| Обладнання та технологія високошвидкісного (імпульсного пресування) | | | МУНДШТУЧНЕ ПРЕСУВАННЯ |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |