РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
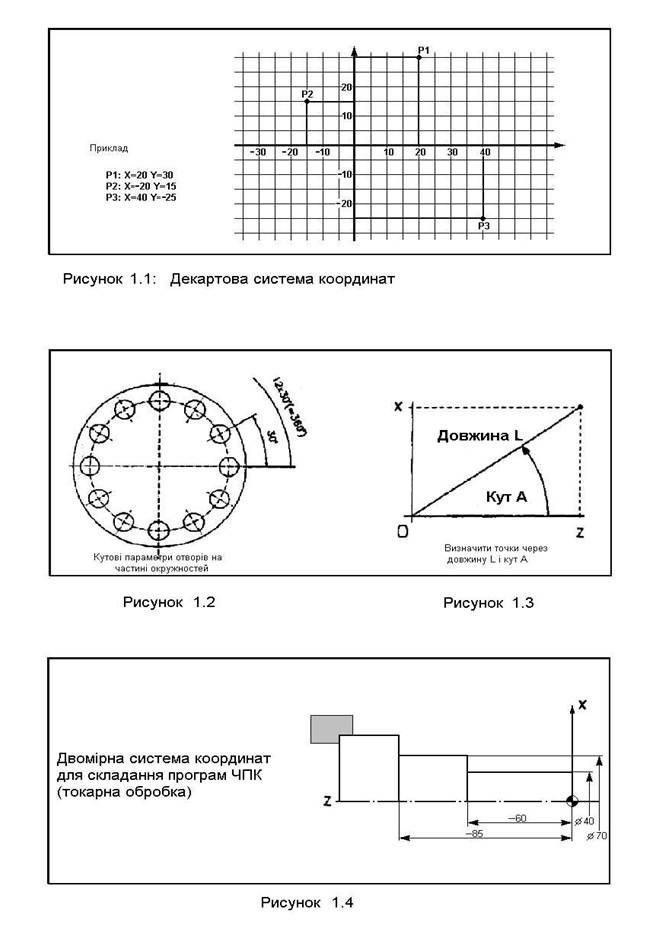
Нульова точка системи координат.
Зміст
Вступ_____________________________________________________________ 3
Геометричні основи______________________________________________ 5
1.1. Система координат_____________________________________________________________ 7
1.2. Точки відліку___________________________________________________________________ 9
1.3. Базові розміри, розміри по ланцюжку_____________________________________________ 11
1.4. Геометрія інструмента __________________________________________________________ 13
1.4.1. Пам'ять величин корекції__________________________________________________ 15
1.4.2. Компенсація радіуса _____________________________________________________ 17
Введення в програмування ЧПК___________________________________ 19
2.1. Структура кадру програми ЧПК__________________________________________________ 19
2.2. Обов’язкові і покадрові команди_________________________________________________ 20
2.3. Використання і подання адрес___________________________________________________ 21
Додаткові функції 22
3.1. Ввімкнути і вимкнути шпиндель___________________________________________________ 22
3.2. Охолодження __________________________________________________________________ 22
3.3. Запрограмована зупинка________________________________________________________ 22
3.4. Кінець програми _______________________________________________________________ 23
3.5. Піноль затиснути/звільнити______________________________________________________ 23
3.6. Швидкість подачі 23
3.7. Число обертів шпинделя________________________________________________________ 23
3.8. Зміна інструменту 24
Програмні команди ______________________________________________ 25
Переміщення в режимі прискореного ходу G00_______________________________________ 27
Лінійна інтерполяція в режимі робочого ходу G01 ____________________________________ 29
Кругова інтерполяція за рухом годинникової стрілки G02._____________________________ 30
Кругова інтерполяція проти руху годинникової стрілки G0З_____________________________ 31
Тривалість обробки G04___________________________________________________________ 32
Точна зупинка G09_________________________________________________________________ 33
Переведення у дюйми (inch) G20____________________________________________________ 34
Переведення у міліметри (мм) G21___________________________________________________ 35
Виклик підпрограми G22___________________________________________________________ 37
Повторення частини програми G23__________________________________________________ 38
Команда обов'язкового переходу G24_______________________________________________ 39
Підведення до референтної точки G25_______________________________________________ 40
Підведення до точки зміни інструмента G26___________________________________________ 40
Установити задню бабку G28_______________________________________________________ 41
Нарізання різьби (гвинторізний хід) GЗЗ _____________________________________________ 43
Корекція радіуса ріжучої кромки:____________________________________________________ 44
- ліворуч від контуру G41_____________________________________________________ 45
- праворуч від контуру G42___________________________________________________ 45
Скасування корекції радіуса ріжучої кромки G40.______________________________________ 45
Опис заданого контуру G51_________________________________________________________ 47
Скасувати зміщення нульової точки в приростах G53__________________________________ 49
Установити нульову точку:_________________________________________________________ 50
- абсолютно G54 - G56, G58_____________________________________________________ 51
Зміщення нульової точки в приростах G59___________________________________________ 53
Включити дані розмірів від бази G90.________________________________________________ 54
Включити дані розмірів по ланцюжку G91____________________________________________ 55
Обмеження числа обертів G92______________________________________________________ 56
Подача в міліметрах у хвилину G94__________________________________________________ 57
Подача в міліметрах на один оберт G95______________________________________________ 58
Постійна швидкість різання G96_____________________________________________________ 59
Відключення постійної швидкості різання G97_________________________________________ 60
Цикли__________________________________________________ 61
Цикл нарізання різьби GЗ1_______________________________________________________ 63
Обмеження області руху для повторюваних циклів G36_____________________________ 67
Припуск на чистову обробку G57_________________________________________________ 68
Цикл поздовжньої чорнової обробки (конусний контур) G65 _________________________ 71
Цикл торцевого чорнового обточування (конусний контур) G66______________________ 75
Цикл поздовжнього чорнового обточування паралельно вісям G75___________________ 79
Цикл торцевого обточування - паралельно осям G76_______________________________ 81
Цикл канавки форми Е и F G78___________________________________________________ 83
Канавка під різьбу G78__________________________________________________________ 87
Цикл канавки G79_______________________________________________________________ 89
Цикл поздовжнього чорнового обточування з будь-яким контуром G81_______________ 91
Цикл торцевого чорнового обточування з будь-яким контуром G82__________________ 95
Цикл чорнового обточування паралельно контуру G83_____________________________ 97
Цикл глибокого свердління G84__________________________________________________ 99
Цикл канавки форми Е и F G85__________________________________________________ 101
Канавка під різьбу G85_________________________________________________________ 105
Цикл канавки G86 _____________________________________________________________ 107
Цикл радіуса G87______________________________________________________________ 109
Цикл фаски G88_______________________________________________________________ 111
Вступ
Даний посібник із програмування містить всі команди ЧПК коду програмування МТS. Код програмування МТS не зв'язаний з жодною певною системою керування ЧПК.
Посібник із програмування складається з декількох розділів.
У першій частині розглядаються основні поняття, необхідні для створення програм ЧПК.
У другій частині представлені всі команди коду програмування МТS.
Для більшої наочності вони розділені на групи, описані в
наступних главах:
- команди програмування
- цикли обробки,
Така побудова посібника дозволяє користувачеві, що не має достатнього досвіду в цій області, освоїти програмування ЧПК, у той же час досвідчені програмісти можуть використати цей посібник як довідник, що дозволяє швидко знаходити рішення в складних випадках.
У довіднику для кожної команди описані всі обов'язкові й опціональні параметри з поясненнями на прикладах кадрів програми ЧПК й графіки, що, звичайно, повинно допомогти користувачам освоїти ручне програмування.
Довідник може надати всебічну допомогу при створенні програм ЧПК в редакторі або при інтерактивному програмуванні в автоматичному режимі. Крім того він може бути використаний при тестуванні й для оптимізації програм ЧПК в автоматичному режимі, а також сприяти кращому розумінню предметних взаємозв'язків.
Нульова точка системи координат.
Читайте також:
- I. Органи і системи, що забезпечують функцію виділення
- I. Особливості аферентних і еферентних шляхів вегетативного і соматичного відділів нервової системи
- II. Анатомічний склад лімфатичної системи
- IV. Розподіл нервової системи
- IV. Система зв’язків всередині центральної нервової системи
- IV. Філогенез кровоносної системи
- POS-системи
- T. Сутність, етіологія та патогенез порушень опорно-рухової системи
- VI. Філогенез нервової системи
- А) Заробітна плата її форми та системи.
- А) Заробітна плата, її форми та системи.
- А) Поліпшення системи зворотного зв’язку.
| <== попередня сторінка | | | наступна сторінка ==> |
| ЛЕКЦИЯ№ 8 | | | Координати |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |