РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Лекція №13. Пневмовакуумне формування. Сутність методу формування.
Формування складається з трьох стадій:
1. Нагрів листа термопласту до температури, що лежить в температурному діапазоні високо еластичного стану матеріалу.
2. Створення різниці тиску повітря.
3. Витримка відформованого листа в контакті з холодною формою з ціллю охолодження матеріалу до температури, що лежить нижче температури переходу в твердий стан (температура склування).
Пневмовакуумне формування являється одним з найосновніших методів виробництва виробів з пластичних мас. Воно застосовується коли потрібно дістати тонкостінні вироби. В теперішній час цим методом виготовляється переважно тара й упаковка виробів і продуктів.
В якості сировини використовують різноманітні термопласти у вигляді листів товщиною від 1 до 10 мм або плівок. Так, на практиці встановлені діапазони температур формування для різних матеріалів:
| Матеріал | Оптимальна температура формування |
| полістирол ударостійкий | 408 — 450 |
| сополімер стиролу й акрилонітриду | 494 — 505 |
| поліетилен низької густини | 394 — 421 |
| поліпропілен | 422 — 475 |
| поліетилентерафталат | 450 — 477 |
| сополімер вінілхлориду | 397 — 433 |
Різновидності методу пневмовакуумного формування.
Вільне, негативне і позитивне формування.
Вільне формування відрізняється від негативного тим, що при досягненні потрібної степені витяжки відкачування повітря з порожнини форми припиняється, дренажний канал закривається і виріб охолоджується, контактуючи з атмосферним повітрям.
Вільним формуванням виготовляють, наприклад, ковпаки світильників.
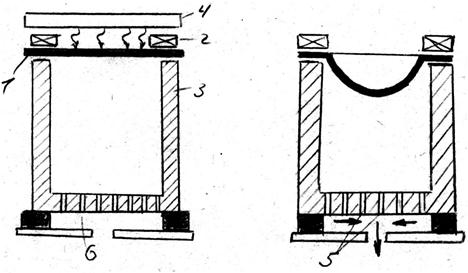
Мал.1.
1- заготовка, 2- рама, 3- форма, 4- нагрівач, 5- дренажні канали, 6 - дренажна порожнина.
Негативне формування дістало свою назву в зв’язку з тим, що формоутворююча поверхня форми, яка є ввігнута, являється як би негативом, відбитком з виробу.
Позитивне формування відрізняється від негативного тим, що формоутворююча поверхня форми (пуансона) випукла. Позитивне формування застосовують якщо потрібно, щоб потовщення стінки виробу виходило в нижній частині його, або коли необхідно, щоб точно по формі була викопана внутрішня поверхня виробу. Порівнюючи негативне формування з позитивним, бачимо, що явний недолік позитивного методу — великі відходи листа.
Схема позитивного формування.

Формування з механічною витяжкою.
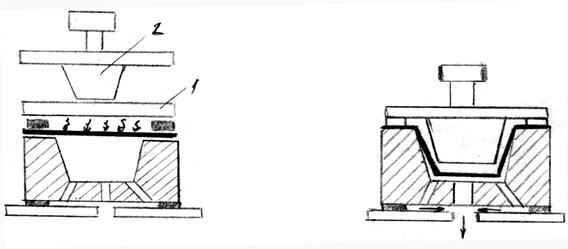
Негативне формування з попередньою механічною витяжкою виконується наступним чином. Після нагріву листа позиція 1 нагрівач 1 відводиться в сторону, а витяжний пуансон 2 опускається, витягуючи лист.
Розміри пуансона на 10-20 % менше відповідних розмірів формоутворюючої поверхні матриці 3, так що основна витяжка листа виконується пуансоном. При витяжці пуансоном лист не торкається холодної поверхні матриці, товщина стінок виробу виходить приблизно однаковою. При кінцевій витяжці створеною в порожнині вакуумом лист практично дотуляється до стінок порожнини всією своєю поверхнею.
При механічній витяжці частина листа контактує з пуансоном. Щоб не дивлячись на контакт, ця частина листа безперешкодно витягалась необхідно:
1. Мінімально можливий коефіцієнт тертя між листом і пуансоном;
2. Мінімальне охолодження листа при контакті з пуансоном, тому його часто роблять обігріваючим або облицьовують матеріалом з низькою теплопровідністю і малим коефіцієнтом тертя (фторопластом, велюром).
Позитивне формування з механічною витяжкою.
Стадії протікають як і в попередньому випадку. Перевага заключається в тому, що один і той же пуансон використовується як для витяжки, так і для кінцевого формування, тобто конструкція машини більш проста. Недолік в тому, що при витяжці матеріал контактує з холодним пуансоном, який має високу теплопровідність. Щоб усунути цей контакт, можна на стадії витяжки через отвори в пуансоні для відкачки повітря подавати повітря під тиском, що створить повітряну подушку між пуансоном і листом, не перешкоджаючи витяжці останнього.
Формування з пневматичною витяжкою.
Попередньо витяжку листа можна виконувати не механічним впливом пуансона, а шляхом створення різниці тисків з протилежних сторін листа.
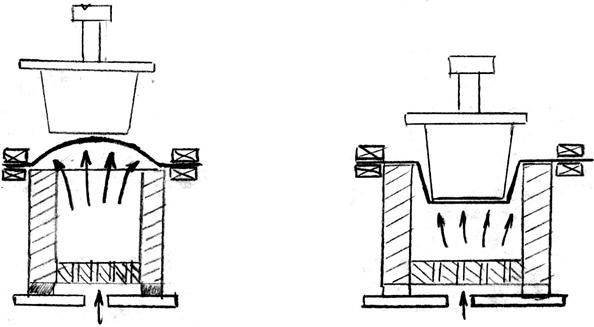
Стадії позитивного і негативного формування.
При негативному формуванні після прогріву в порожнину форми подається повітря і лист видувається в півсферу. Потім в порожнині створюється розрідження і роздутий лист облягає формоутворюючу поверхню.
Мал. Негативне формування з пневмовакуумною витяжкою.

При позитивному вакуум формуванні витяжка виконується за рахунок розрідження, створеного під листом в камері. Після витяжки формуючий пуансон спускається і розрідження знімається.

Мал. Позитивне формування з пневмовакуумною витяжкою.
Не встигнувши ще охолонути заготовка, стараючись під дією внутрішніх пружних сил повернутися в початкове положення, облягає пуансон і твердіє, охолоджуючись. Для кращого облягання заготовкою пуансона, лист підтискається до нього за рахунок стиснутого повітря, яке подається в камеру, або за рахунок розрідження, створеного в каналах пуансона.
При пневматичній витяжці товщина витягнутого листа отримується більш однорідною, ніж при механічній, так як відсутній контакт з витяжним пуансоном, стискаючий процес витяжки.
Мал. Формування з пневмомеханічною витяжкою.
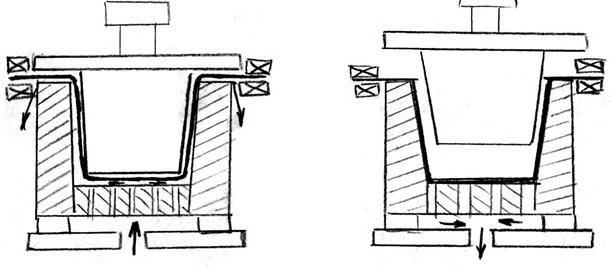
Нагрівання і роздування заготовки виконується так як при пневматичній витяжці, з тою різницею, що на заключному етапі роздуву листа рама з ним при піднімається для вільного виходу повітря з форми. Відразу при підйомі рами витягуючий пуансон опускається, викручуючи лист і витягуючи його додатково до розмірів, близьких до кінцевих. Повітря в цей час продовжує поступати в дренажні канали матриці, створюючи смугу повітря матрицею і листом, і тим самим перешкоджає їх контакту. На заключній стадії порожнина матриці вакуумується і лист облягає поверхню матриці.
При формуванні з пневмомеханічною витяжкою дістають вироби з мінімальною різницею товщин стінок.
Всі розглянуті вище різновидності відносяться до типу вакуумного формування. Очевидно, що при цьому методі максимальна різниця тисків, створених з різних сторін листа, не може перевищувати 0,1 МПа. При товщині листа більше 3 - 5 мм ця різниця тисків недостатня для того, щоб швидко сформувати виріб. Формування виявляється таким довготривалим, що лист встигає охолонути і втратити деформативність, вироби виходять недостатньо якісні.
Для товстих листів використовують тип пневматичного формування. Різниця тисків при цьому створюється не за рахунок розрідження з боку листа, а за рахунок надлишкового тиску, розвитого з протилежної сторони листа. При цьому може бути досягнута різниця тисків в межах від 0,15 до 2,5 МПа.
Читайте також:
- D) методу мозкового штурму.
- Апаратура методу природного магнітного поля
- Банківська система: сутність, принципи побудови та функції. особливості побудови банківської системи в Україн
- Банківська система: сутність, принципи побудови та функції. Особливості побудови банківської системи в Україні.
- Банківська система: сутність, принципи побудови та функції. Особливості побудови банківської системи в Україні.
- Безробіття: сутність, види, соціально – економічні наслідки.
- Бізнес-план підприємства: сутність та складові
- Біологічна, соціальна та психологічна сутність здоров’я.
- Бюджетне регулювання, його сутність та методи здійснення
- Бюджетні установи: сутність та класифікація.
- Вантажопотоки, їх види та формування.
- ВИБІР МЕТОДУ (МЕТОДИКИ) АНАЛІЗУ
| <== попередня сторінка | | | наступна сторінка ==> |
| Признаки вибору прес-форм для пресування деталей із пластмас. | | | ПОЯСНЮВАЛЬНА ЗАПИСКА |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |