РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Вибір технологічних баз при обробленні корпусних деталей.
//Згадати про етапи вибору ТБ – аналіз функціонального призначення різних поверхонь деталі, вибір чистових баз, вибір чорнових баз//
На практиці при виборі чистових баз для базування КД використовують:
1) три площини, що утворюють координатний кут;
2) площину і два протилежно розташовані отвори, осі яких є перпендикулярними до цієї площини і які оброблені за 6-7 квалітетом точності (//невідповідність до показників точності СП деталі//).
1. Розв’язання задачі забезпечення необхідної точності відносного положення оброблених поверхонь відносно необроблених.
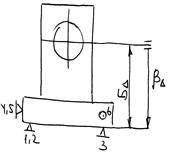
Для наведеної на рисунку 1.2 деталі необхідно забезпечити необхідну точність розташування осі отвору відносно нижньої основи (отримання розміру Б2 = 120 ± 0,05 мм).

Рис. 1.2. Ескіз деталі для ілюстрування прикладів вибору технологічних баз.
| Варіант 1. Розміри БD і bD отримуються безпосередньо від бази А. Їх точність буде залежати від точності налагодження верстату. | ||
Варіант 2.
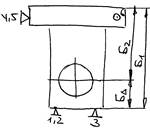 Значення розміру БD буде залежати від попередньо досягнутого значення розміру Б1 і допуску на конструкторський розмір Б2, де Б1 – розмір, на який настроєний; Б2, - розмір, отриманий на попередній операції. Значення розміру БD буде залежати від попередньо досягнутого значення розміру Б1 і допуску на конструкторський розмір Б2, де Б1 – розмір, на який настроєний; Б2, - розмір, отриманий на попередній операції.

 Аналогічний розрахунок можна виконати для розміру bD.
Аналогічний розрахунок можна виконати для розміру bD.
| |||
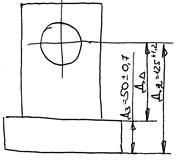
Рис. 1.3. Приклад вибору технологічних баз для забезпечення необхідної точності розташування осі отвору відносно нижньої основи.
2. Розв’язання задачі забезпечення рівномірності розподілу припуску на поверхнях, що будуть оброблюватися на подальших операціях.
Для наведеної на рис 1.2 деталі необхідно забезпечити рівномірність припуску при обробленні (розточуванні) центрального отвору.
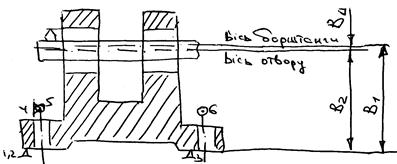
Рис. 1.4. Приклад вибору технологічних баз для забезпечення рівномірності припуску при обробленні центрального отвору.
Ця задача вирішується за допомогою розмірного ланцюга В, де
- ВD - замикаюча ланка (неспівпадіння осей борштанги й отвору);
- В1 – розмір настроювання борштанги на оброблюваний розмір відносно установчої бази (площини) заготовки;
- В2, - розмір положення осі отвору заготовки відносно обробленої на першій операції площини основи.

 ,
,
де wВ1 – похибка настроювання інструменту на розмір (фіксована величина, залежить від різних методів настроювання і точності верстата – береться з довідника);ї
wВ2 – похибка базування на першій операції.
Розглянемо варіанти базування на першій операції.
| Варіант 1.
 ,
де Г1 – розмір, який проставлений на кресленні заготовки; Г2, - положення інструменту відносно базової поверхні ,
де Г1 – розмір, який проставлений на кресленні заготовки; Г2, - положення інструменту відносно базової поверхні
 ,
де wГ1 – відхилення розміру (допуск), який проставлений на кресленні заготовки; wГ2, - похибка положення інструменту відносно базової поверхні.
Для ланцюга В: ,
де wГ1 – відхилення розміру (допуск), який проставлений на кресленні заготовки; wГ2, - похибка положення інструменту відносно базової поверхні.
Для ланцюга В:

|
| Заготовка
 Таким чином (див. ланцюг В):
Таким чином (див. ланцюг В):

 (див. рис. 1.2) (див. рис. 1.2)

|

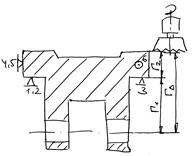
| Варіант 2.
Відхилення розміру В2 (похибка базування) буде залежати лише від точності, з якою виставлено на розмір різальний інструмент (похибка системи ВПІД – довідникові дані):


 При цьому варіанті базування похибка при будь яких значеннях ланок ланцюгів В, Г, Д, Е буде меншою, ніж при варіанті 1.
При цьому варіанті базування похибка при будь яких значеннях ланок ланцюгів В, Г, Д, Е буде меншою, ніж при варіанті 1.
|
Рис. 1.5. Приклад вибору чорнових технологічних баз.
Читайте також:
- IV Етап: Вибір стратегії керування виявленими ризиками й виділення пріоритетних напрямків роботи
- IV розділ. Сегментація ринку та вибір цільового сегменту
- XV. Реалізація права вступників на вибір місця навчання
- АВТОМАТИЗАЦІЯ ТЕХНОЛОГІЧНИХ ПРОЦЕСІВ
- АВТОМАТИЗАЦІЯ ТЕХНОЛОГІЧНИХ ПРОЦЕСІВ
- Автоматизація технологічних процесів і транспортні засоби.
- Алгоритм планування податкових платежів. Вибір оптимального варіанту оподаткування та сплати податків.
- Анатерм-114 є клеєм -герметиком прискореного затвердіння, що дозволяє використовувати його у конвеєрних виробництвах при складанні різних вузлів і деталей.
- Аудиторська вибірка
- Багато вибіркові
- Багатоконтурні частотно-вибірні системи
- Безвибіркова кристалізація. Старіння.
| <== попередня сторінка | | | наступна сторінка ==> |
| Матеріали і заготовки для корпусних деталей. | | | Типові технологічні маршрути оброблення корпусних деталей. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |