РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Типові технологічні маршрути оброблення корпусних деталей.
При складанні маршруту оброблення КД дотримуються такого порядку.
Після розмітки (одиничне, серійне виробництво) на першій або двох перших операціях готуються поверхні, вибрані за чистові бази: три взаємно перпендикулярні поверхні або одна поверхня і два отвори, осі яких перпендикулярні до цих поверхонь. Отвори свердлять, зенкерують та розвертають до 7 квалітету точності. Похибка базування при цьому залежить від сумарної величини лінійного та кутового зміщень заготовки (рис. 1.6).
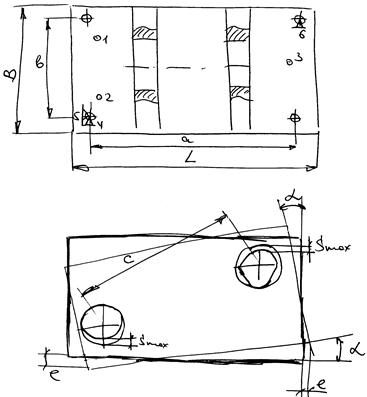
Рис. 1.6. Похибка базування при встановленні заготовки на площину і два пальці.
Відповідно до рис. 1.6, похибка базування при встановленні на пальці може бути вирахувана таким чином:
Наступні операції - це чорнове і напівчистове оброблення (свердління, розточування) головних отворів, оброблення кріпильних отворів, фрезерування лисок, додаткових площин тощо.
//У кінці ТП - викінчувальне оброблення головних отворів, контроль. Правила єдності і спадковості баз.//
Читайте також:
- Анатерм-114 є клеєм -герметиком прискореного затвердіння, що дозволяє використовувати його у конвеєрних виробництвах при складанні різних вузлів і деталей.
- Атипові форми.
- Біоекономічні технологічні платформи та їх значення
- Бухгалтерське оброблення первинних документів та їх збереження
- Вибір технологічних баз при обробленні корпусних деталей.
- Викінчувальне оброблення напрямних.
- Виробничі та типові задачі діяльності, які повинен виконувати випускник вищого навчального закладу зі спеціальності «психологія»
- ВИРОБНИЧІ ФУНКЦІЇ, ТИПОВІ ЗАДАЧІ ДІЯЛЬНОСТІ ТА УМІННЯ ЩОДО ВИРІШЕННЯ ТИПОВИХ ЗАДАЧ ДІЯЛЬНОСТІ
- Галузеві стандарти, технічні умови та технологічні інструкції на напівфабрикати і кулінарні вироби
- Головні технологічні властивості гірничих порід і масивів.
- Деякі технологічні схеми видалення та утилізація гною
- Експлуатаційна технологічність АНТ
| <== попередня сторінка | | | наступна сторінка ==> |
| Вибір технологічних баз при обробленні корпусних деталей. | | | Розмітка заготовок. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |