РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Обробка різних конструктивних елементів валів.
Фрезерування шпонкових пазів проводиться на універсальних горизонтально-фрезерних верстатах дисковими фрезами, якщо дозволяють радіус на вході і виході паза вала. Врізні шпонкові пази під призматичну шпонку з округленими кінцями фрезеруються на шпонково-фрезерних верстатах моделей 692Д, 692А, ДФ-82 маятниковим способом кінцевою шпонковою фрезою. Вони працюють по напівавтоматичному циклі. При кожнім ході фреза заглиблюється на 0,05—0,25 мм. В умовах дрібносерійного виробництва ці пази фрезеруються на вертикально-фрезерних верстатах. В цьому випадку попередньо свердлиться отвір діаметром рівним ширині паза для встановлення фрези на задану глибину. Фрезерування проводиться за один робочий хід.
В сільськогосподарському машинобудуванні широко застосовуються шліцеві з'єднання прямобічного і трикутного профілю. Шліцові з'єднання прямобічного профілю можуть центруватися по зовнішньому або внутрішньому діаметрі, а також по ширині шліців. На валах після токарної обробки шліцеві зуби звичайно утворюються фрезеруваням. Застосовується також холодне накатування (евольвентний і трикутний профілі). Технологія виготовлення залежить від способу центрування і необхідності термічної обробки.
Шліци валів з центруванням по внутрішньому діаметру піддаються наступній обробці. Спочатку вони фрезеруються з припуском на шліфування канавки для виходу фасонного шліфувального круга.
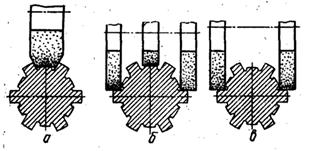
Рис. 3. Схеми шліфування шліців валів:
а і б - при центруванні по внутрішньому діаметру;
в - при центруванні іншими методами.
Потім після термічної обробки проводиться чистове шліфування бічних поверхонь і центруючої поверхні внутрішнього діаметру фасонним шліфувальним кругом.
Обробка валів з центруванням по зовнішньому діаметру виконується в такій послідовності. Шліци фрезеруються з припуском під шліфування бічних поверхонь. Після термічної обробки проводиться чистове шліфування бічних поверхонь шліців і чистове зовнішнє шліфування. Якщо шліци не піддаються термічній обробці, то після чистового шліфування зовнішньої поверхні проводиться тільки чистове фрезерування шліців. Шліци обробляються на шліцефрезерних напівавтоматах моделей 5350, 5603, 5618А черв'ячною фрезою за один чи два робочі ходи в залежності від глибини шліців і необхідної точності. У дрібносерійному виробництві застосовується фрезерування шліців на горизонтально-фрезерних верстатах шліцьовими дисковими фрезами.
Шліфування шліців виконується на шліцешліфувальних напівавтоматах моделей 3450, 3451. При центруванні по внутрішньому діаметру користуються фасонним шліфувальним кругом, який обробляє бічні поверхні двох сусідніх шліців і циліндричну поверхню внутрішнього діаметра між ними (рис. 3, а) або набором кругів (рис. 3, б). Шліфування бічних поверхонь при інших методах центрування може проводиться двома шліфувальними кругами за схемою показаній на рис. 3, в. Зовнішня поверхня шліців шліфується на круглошліфувальних верстатах.
На валах можуть зустрічатися такі конструктивні елементи як лиски, квадрати. Лиски і квадрати обробляються на горизонтальних фрезерних верстатах у центрах з використанням ділильних головок (одношпиндельних і багатошпиндельних).
На валах розрізняють отвори двох основних типів: глибокі мастильні (осьові і похилі) і короткі (радіальні) для кріпильних деталей (штифтів, шплінтів і т.п.). Глибокі отвори свердляться на спеціальних горизонтальних свердлильних верстатах, а радіальні — на вертикально свердлильних.
Нарізання зовнішньої різьби на валах, що гартуються, виконується до термічної обробки, на тих що не гартуються — після остаточного шліфування шийок, щоб уникнути зминання різьби при транспортуванні.
Зовнішня різьба на валах може бути виготовлена на токарно-гвинторізних, токарно-револьверних верстатах (1Н318, 1А340, 1365), токарно-револьверних автоматах (1Б136, 1Б140 та ін.), різьботокарних напівавтоматах (1920, 1А922 та ін.), різьбонакатних і різьбофрезерних напівавтоматах (КТ-85, КТ-86, 5К63).
У серійному і масовому виробництвах різьби точністю (6g, 6h, 6Н) можна отримати на різьботокарних і різьбонакатних напівавтоматах, різьба грубого класу точності (8g, 8h, 7Н, 7G) — на різьбофрезерних напівавтоматах, токарно-револьверних верстатах і автоматах. У дрібносерійному виробництві нарізання різьби проводиться на токарно-гвинторізних верстатах із застосуванням різьбових різців або вихрового методу нарізання і можуть забезпечити одержання точних різьб (4h, 4Н, 5Н) і різьб середнього класу точності.
У сільськогосподарських машинах застосовуються передачі, в яких використовуються деталі у вигляді вала-шестерні з циліндричними чи конічними зубами. Крім звичайних конструктивних елементів у вигляді буртів, шліців, різей на цих деталях є зуби, що утворюють шестерню. Технологічний процес токарної обробки такої деталі аналогічний обробці східчастого вала. Відмінність полягає в тому, що перед термічною обробкою і виконанням чистових і фінішних операцій проводиться операції нарізування зубів. Вибір методу обробки зубів залежить від конструктивно технологічних особливостей деталі (циліндричні чи конічні зуби, місце розташування зубів, модуль, ступінь точності, річна програма випуску і т.д.).
Читайте також:
- II. За зміною ступенів окиснення елементів, які входять до складу реагуючих речовин
- Аналіз службового призначення деталей та конструктивних елементів обладнання харчових виробництві, визначення технічних вимог і норм точності при їх виготовленні
- Аналітична обробка інформації вузлами інформаційно-аналітичної функціональної підсистеми МОЗ України і питань НС.
- Арифметичні операції в різних системах числення
- Банківська система в ринковій економіці є звичайно дворівневою і включає центральний банк (емісійний) і комерційні (депозитні) банки різних видів.
- Будова атомів хімічних елементів.
- Будова нагрівальних елементів
- Бухгалтерська обробка документів.
- В однакових об'ємах різних газів за однакових умов (температура і тиск) міститься однакова кількість молекул.
- В умовах різних облікових систем
- Валентність — це здатність атомів одного елемента сполучатися з певним числом атомів інших елементів під час утворення хімічних сполук.
- Введення інформації в ЕОМ та її обробка
| <== попередня сторінка | | | наступна сторінка ==> |
| Обробка валів на токарних верстатах. | | | Чистова і фінішна обробка валів. Контроль валів. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |