РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Основні теоретичні положення
Електролітичні і хімічні покриттязастосовують для відновлення і зміцнення деталей (хромування, залізнення, нікелювання), захисту від корозії і надання деталям декоративного зовнішнього вигляду (нікелювання, хромування, цинкування, кадміювання та ін.).
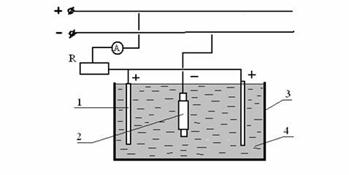
Рисунок 6.1 - Схема установки для електролітичного осадження металу: 1 – анод; 2 – катод (деталь); 3 – ванна; 4 – електроліт
Аноди виготовляють з того металу, який наносять на деталь, рідше – із свинцю. Електролітом є розчин у дистильованій воді сполук (найчастіше солей) осаджуваного металу. Для підвищення стабільності процесу і якості покриттів в електроліт вводять різні домішки (кислоти та ін.). Кількість осаджуваного металу (G, г) при нанесенні електролітичного покриття можна підрахувати за формулою
G=E·I·t·η (6.1)
Е – електрохімічний еквівалент, г/А·год; І – сила струму, А; t – час електролізу, год; η – коефіцієнт корисної дії процесу (вихід за струмом), %.
Значення електрохімічних еквівалентів беруть з довідників. Для двовалентного заліза – 1,042, хрому - 0,324, нікелю - 1,095, двовалентної міді - 1,186г/А·год.
Середню товщину шару металу (h, мм), осадженого на катоді, можна підрахувати за формулою:
h = Е Dк t η/1000 ρ (6.2)
де Е – електрохімічний еквівалент, г/А·год; Dк – густина струму, А/дм2; t – час електролізу, год; η – коефіцієнт корисної дії процесу (вихід за струмом), %. ρ – густина металу, осадженого на катоді, г/см3;
Наведену формулу можна також використати для розрахунку часу електролізу t, потрібного для одержання покриття заданої товщини.
Крім постійного струму при нанесенні електрохімічних покриттів застосовують змінний струм. Його застосування поліпшує структуру покриття і дає змогу інтенсифікувати процес за рахунок підвищення щільності струму (у 1,5 - 3 рази).
Хімічні покриття одержують, занурюючи деталь у розчин (без пропускання електричного струму) й витримуючи у ньому до одержання потрібної товщини покриття.
Технологічний процес нанесення електролітичних і хімічних покриттів складається з трьох стадій:
- підготовчих операцій,
- нанесення покриттів і
- заключних операцій.
Підготовкадеталей під електролітичні покриття складається з механічної обробки, ізоляції поверхонь, які не підлягають нарощуванню, монтажу (підвішання) у пристрій, знежирення і травлення поверхонь, що покривають. Від якості підготовки поверхні деталі залежить міцність зчеплення покриття з основним металом. Ізоляцію поверхонь, що не підлягають покриттю, виконують нанесенням дешевих матеріалів, стійких до електролітів, щільних і таких, які легко можна зняти. Такими матеріалами можуть бути мастики на основі воску, парафіну, каніфолі, плівкові поліетиленові пластики.
Монтаж деталей у підвісні пристрої проводять або перед знежиренням або після нього. Деталі у підвісних пристроях бажано розміщувати вертикально. При цьому покриття одержують щільнішим.
Знежирюють деталі віденським вапном (суміш окису кальцію і магнію) з домішкою 3 % кальцинованої соди і 1,5 % їдкого натру. Цю суміш розводять водою до пастоподібного стану й наносять на деталі щіткою. Видаляють суміш промиванням деталей у проточній воді.
Травлення (декапірування) застосовують для видалення окисних плівок з поверхні деталі. Часто травлення проводять у тих же ваннах, в яких наносять гальванічні покриття, але з заміною полюсів: до деталі під'єднують позитивний полюс, а до електродів – негативний. Тривалість електрохімічного травлення 0,5 - 2 хв, густина струму 20 - 50 А/дм2.
У деяких випадках окисні плівки на деталях видаляють хімічним травленням у розчинах кислот, наприклад, у 5-процентному розчині соляної кислоти.
Механічна обробка (шліфування, точіння, зачищення поверхонь шкуркою та ін.) має забезпечити видалення слідів спрацювання, надати деталі правильної геометричної форми й забезпечити заокруглення гострих кромок. Шорсткість поверхні після механічної обробки має бути в межах 4 - 6 класу.
Джерелами струму для гальванічних ванн можуть бути низьковольтні генератори постійного струму АНД-500/250, АНД-1000/500, АНД-1500/750 (у чисельнику сила струму при напрузі 6 В, у знаменнику - при напрузі 12 В), селенові випрямлячі ВСМР, кремнієві випрямлячі ВАКГ та ін. При застосуванні змінного струму джерелами струму є зварювальні трансформатори.
Читайте також:
- I. Загальні положення
- II. ЗАГАЛЬНІ ПОЛОЖЕННЯ.
- II. Основні закономірності ходу і розгалуження судин великого і малого кіл кровообігу
- II. Основні засоби
- II.3. Основні способи і прийоми досягнення адекватності
- II.ТЕОРЕТИЧНІ ПИТАННЯ КУРСОВОЇ РОБОТИ
- III. Вправи з початкового положення стоячи.
- VII. ОСНОВНІ ЕТАПИ РОЗВИТКУ УКРАЇНСЬКОЇ КУЛЬТУРИ У ХХ ст.
- Адвокатура в Україні: основні завдання і функції
- Активне управління інвестиційним портфелем - теоретичні основи.
- Амортизація основних засобів, основні методи амортизації
- Артеріальний пульс, основні параметри
| <== попередня сторінка | | | наступна сторінка ==> |
| Завдання на практичне заняття | | | Завдання на практичне заняття |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |