РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
ПРОКАТУВАННЯ МЕТАЛЕВИХ ПОРОШКІВ. МУНДШТУЧНЕ ТА ІНЖЕКЦІЙНЕ ФОРМУВАННЯ
Шляхом прокатування металевих порошків отримують полоси, стрічку та інші профілі. Прокатування порошку (рисунок 12.1) забезпечує високу продуктивність отримання тонких з великою площею поверхні заготовок, які характеризуються рівномірністю щільності і ізотропністю властивостей.
Рисунок 12.1 – Основні способи прокатування порошків
Розрізняють чотири основних види прокатування:
1) вертикальне (рисунок 12.1 а-б, ж);
2) горизонтальне (рисунок 12.1 г, д);
3) похиле (рисунок 12.1 е, и);
4) радіусне (рисунок 12.1 з, к, л).
Прокатування може бути періодичним і неперервним: при періодичному прокатуванні у бункер засипають визначену порцію порошку і отримують прокат заданої маси, а при неперервному прокатуванні порошок у бункер подають постійно, отримуючи довгомірну заготовку.
Порошковий прокат спікають у печах неперервної дії (рисунок 12.2, І) у захисному середовищі. У деяких випадках після спікання застосовують повторне ущільнююче прокатування і спікання з метою покращення структури і властивостей (рисунок 12.2, ІІ).
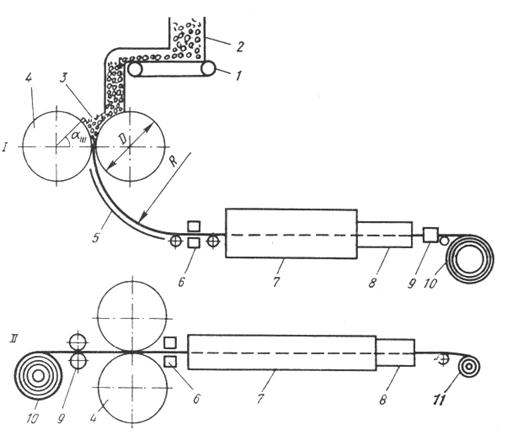
Рисунок 12.2 – Схема виробництва порошкової стрічки
1 – транспортер-дозатор; 2 – бункер; 3 – зона деформування; 4 – прокатні валки; 5 – направляючий жолоб; 6 – датчики натягу; 7 – камера нагрівання; 8 – холодильник печі; 9 – ножиці; 10 –мірні рулони стрічки; 11 – пристрій намотування
При мундштучному формуванні (рисунок 12.3) порошкову суміш протискають через отвір, який визначає форму і розміри поперечного перерізу сформованого порошкового виробу.
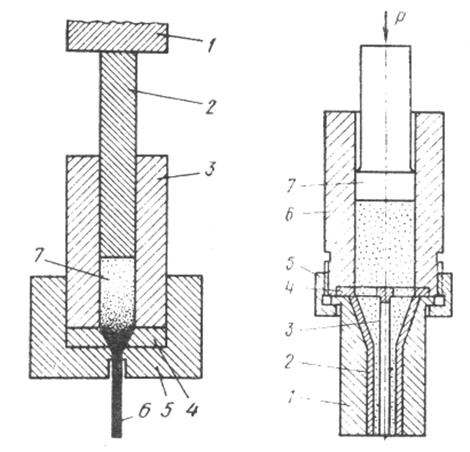
Рисунок 12.3 – Мундштучне формування
1 – плунжер гідравлічного преса; 2 – пуансон; 3 – сталева напрямна; 4 – перехідний конус; 5 – матриця; 6 – отримувана заготовка; 7 – вихідний порошок
В якості пластифікатора при такому формуванні застосовують парафін, крохмаль та ін. у кількості 6-10 %. Суміш порошку з пластифікатором або попередньо спресовані заготовки перед витисканням підігрівають.
Можливе мундштучне формування без пластифікаторів у випадку витискання підігрітих до 500-600 0С металів або сплавів.
Методом мундштучного формування виготовляють прутки, труби, кутники та інші довгомірні вироби постійного перерізу з матеріалів, які важко піддаються пресуванню.
Метод інжекційного формування (рисунок 12.4) у певній мірі можна розглядати як видозмінений аналог мундштучного пресування.
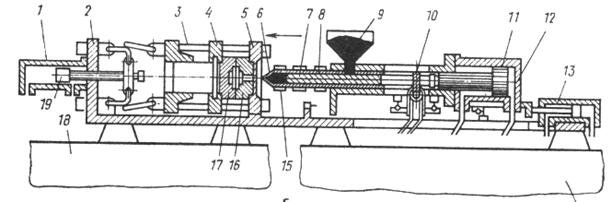
Рисунок 12.4 – Схема установки інжекційного формування
1 – гідроциліндр; 2 – нерухома плита; 3 – колона; 4 – рухома плита; 5 – передня плита; 6 – сопло; 7 – шнек; 8 – нагрівний (інжекційний) циліндр; 9 – бункер; 10 – привід шнека; 11 – поршень; 12 – гідроциліндр витискання; 13 – гідроциліндр для переміщення інжекційного вузла; 14, 18 – станини; 15 – нагрівники; 16, 17 – півформи; 19 – гідро поршень
Як зв’язку при інжекційному формуванні використовують термопластичні смоли (полістирол, поліетилен, парафіновий віск), пластифікатори, змазки (мінеральні масла) і різного роду добавки (смоли, нафталін).
Переваги інжекційного формування:
- швидкодія циклу формування (10-90 с);
- можливість виготовлення деталей складного профілю;
- можливість виготовлення деталей з будь-яких порошкоподібних матеріалів;
- можливість отримання деталей точних розмірів з високою якістю поверхні;
- можливість повної автоматизації і застосування у масовому виробництві.
Методом інжекційного формування як правило виготовлять невеликі деталі масою 0,1-150 г.
Читайте також:
- АДАПТОВАНА ДО РИНКУ СИСТЕМА ФОРМУВАННЯ (НАБОРУ) ОКРЕМИХ КАТЕГОРІЙ ПЕРСОНАЛУ. ВІДБІР ТА НАЙМАННЯ НА РОБОТУ ПРАЦІВНИКІВ ФІРМИ
- Алгоритм формування комплексу маркетингових комунікацій
- Алгоритм формування потенціалу Ф2
- Алгоритм формування статутного фонду банку
- Альтернативні джерела формування підприємницького капіталу
- Аналіз ефективності формування та використання банківських ресурсів
- АНАЛІЗ ОБОРОТНИХ АКТИВІВ ЗА ДЖЕРЕЛАМИ ЇХ ФОРМУВАННЯ
- Аналіз процесу формування маркетингових комунікацій
- Аналіз руху та ефективності формування грошових потоків
- Аналіз стратегічних альтернатив та визначення оптимальної стратегії формування фінансових ресурсів
- Аналіз структури майна та динаміки джерел його формування
- Аналіз формування прибутку.
| <== попередня сторінка | | | наступна сторінка ==> |
| ШЛІКЕРНЕ ФОРМУВАННЯ | | | СПІКАННЯ. ПРАКТИКА СПІКАННЯ |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |