РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Контроль бокового зазору
Контроль повноти контакту
1. Контрольно-обкатні верстати і пристосування. Контроль здійснюється по прироблянню по фарбі.
2. Осьовий крок по нормалі ( для косозубих коліс) вимірюють на стаціонарних приладах( наприклад БВ-5028 )
3. Напрямок зуба ( для косозубих коліс ) контролюють на стаціонарних приладах (наприклад БВ- 5034)
1. Боковий зазорконтролюють у зібраній передачі.
а) за допомогою набору щупів.
б) за допомогою свинцевого дроту.
в) методом люфтування.
2. Зміщення вихідного контуру контролюють на тангенціальних зубомірах .
15. Система допусків на кутові розміри і посадки конічних з’єднань
Допуски на кутові розміри
 Кутові розміри визначають положення площин, осей, ліній, центрів отворів і т.д. Кутові розміри бувають незалежні і залежні. Незалежні кути не зв'язані з іншими параметрами проектованих виробів, і їхні розміри призначають за ГОСТ 8908 – 81, у якому встановлені три ряди нормальних кутів (перший ряд переважає другий, а другий — третій). Крім того, для призматичних деталей установлений ряд із шести ухилів
Кутові розміри визначають положення площин, осей, ліній, центрів отворів і т.д. Кутові розміри бувають незалежні і залежні. Незалежні кути не зв'язані з іншими параметрами проектованих виробів, і їхні розміри призначають за ГОСТ 8908 – 81, у якому встановлені три ряди нормальних кутів (перший ряд переважає другий, а другий — третій). Крім того, для призматичних деталей установлений ряд із шести ухилів
S = (Н-h)/L=tgβ
Залежні кутові розміри визначаються основними параметрами виробів, до яких вони відносяться. Їх призначають по нормах, установленим для цих виробів. Наприклад, кут λ підйому гвинтової лінії черв'яка залежить від кроку Pі ділильного діаметра черв'яка d; кути конусів інструментів визначаються конусністю. Для допусків кутових розмірів і кутів конусів загального призначення в машино- і приладобудуванні ГОСТ 8908 – 81 установлює 17 ступенів точності - 1; 2; ...; 16; 17 (у порядку убування точності). Точність виготовлення і виміру кутів визначається не самим кутом, а довжинами L1і L, сторін, що утворять кут. Зі зменшенням довжин сторін зростають технологічні труднощі виготовлення і виміру кутів з високою точністю. Таким чином, допуски одного і того ж ступеня точності залежать тільки від довжини сторін кутів. Стандарт установлює допуски кутових розмірів з меншою стороною довжини кута до 2500 мм. Весь діапазон довжин розбитий на 13 інтервалів.
Допуск кута дорівнює різниці між найбільшим αмах і найменшим αmin граничними кутами, і в загальному випадку в позначення допуску кута входить ступінь точності АТ5, АТ10і т.д. У ГОСТ 8908 - 81прийняті наступні способи вираження і позначення допусків кутів:
AТα — допуск у кутових одиницях — у мікрорадіанах — вихідний відправний для визначення допусків через інші параметри; у стандарті приведені значення допусків, переведені з мікрорадіан у градуси, хвилини чи секунди (позначені також ATα);
АТα — округлене значення допуску кута АТαу градусах (хвилинах, секундах), застосовуване для позначення граничних відхилень на кресленнях ГОСТ 8908-81;
АТh— допуск кута, виражений відрізками ab, перпендикулярними до сторони кута αмах і розташованими напроти вершини кута ATα/2 на заданій відстані L1. З урахуванням малості кута AТαвідрізок abможна вважати рівним довжині дуги, що стягає сторони кута АТα/2 на відстанях L1. Відрізок аb позначимо
ATh/2. З трикутника ОаbАТh= ATαL1 ·10-3 (АТhу мкм; АТαу мкрад; L1 у мм);
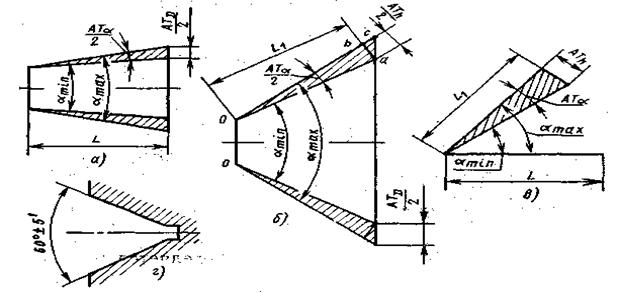
Рис. 12.2
ATD - допуск кута конуса, виражений допуском на різницю діаметріву перетині, що розташований на заданій довжині конуса L.Допуск АТ, вимірюваний перпендикулярно осі конуса, дорівнює різниці граничних значень діаметрів конуса в даному перетині. З трикутника bасАТ=АТh:соs α/2 (де α/2 <bас). Допуск АТзастосовують при перевірці діаметрів конусів узаданих перетинах.
<bас). Допуск АТзастосовують при перевірці діаметрів конусів узаданих перетинах.
Допуски кутів з конусністю не більш 1:3 варто призначати по номінальній довжині конуса L, а при більшій конусності — по довжині утворюючій конуса L1.
Для кутових розмірів допуски вибирають по меншій стороні кута L1. При одному ступені точності зі збільшенням довжини L допуски в кутових одиницях зменшуються, допуски в лінійних одиницях збільшуються. Допуски кутів можуть бути розташовані щодо номінальних кутів у плюс, мінус і симетрично. В обґрунтованих випадках допускаються інші способи розташування допусків.
Ступені точності орієнтовно мають наступні призначення: 1 - 6 - для кутових мір, кутових розмірів калібрів, особливо точних і герметичних з'єднань; 7 - для деталей високої точності, що вимагають гарного центрування (інструментальних конусів, конусних з'єднань зубчастих коліс з валами в передачах високої точності); 8 - 9 - для деталей високої точності, що передають конусними з'єднаннями великі крутячі моменти (конічних фрикційних муфт); 10 - 12 - для деталей нормальної точності (центрів і центрових отворів); 13 - 15 - для деталей зниженої точності (конічних отворів під конічні голівки болтів і ін.); 16, 17 - для обмеження відхилень вільних кутових розмірів. Технологія обробки конусів і призм повинна відповідати наміченому ступеню точності.
Конічні з'єднання (застосування й основні параметри)
Конічні з'єднання широко застосовують у машинах, приладах, апаратах, трубопроводах. На якість конічних з'єднань впливають погрішності кутів і відхилення форми поверхонь, що сполучаються. Для підвищення точності центрування, навантажувальної здатності, зносостійкості і герметичності з'єднань необхідно забезпечувати рівномірний контакт поверхонь, що сполучаються. Найкращий контакт одержують притиранням конічних поверхонь, що сполучаються, це дозволяє довести погрішність кута конусів до 4". Однак це дуже трудомістка операція і при цьому порушується взаємозамінність парних конусів, тому взаємне притирання застосовують тільки при дуже високих вимогах до точності і герметичності з'єднань.
Основні терміни, визначення і позначення допусків і посадок конічнихз'єднань ГОСТ 85307-82 Умовні позначки параметрів, що відносяться до внутрішніх конусів, доповнюються індексом i, а до зовнішніх — індексом е.

Основна площина -площина 1 поперечного переріза конуса, у якій заданий його номінальний діаметр; базова площина — площина 2, що служить для визначення осьового положення даного конуса щодо конуса, що сполучається з ним.
До номінальних розмірів конусів і їхніх з'єднань відносяться:
діаметри великогоDімалого d основання; діаметри в заданому Ds і довільно розташованому dxпоперечних перерізах (перетином з діаметром Ds звичайно є перетин, у якому заданий допуск конуса);
довжини конуса L і з'єднання Lp; осьові відстанідо заданого перетину: Ls -від великого основання і Lx — від довільно розташованого;
кут конуса α, — кут між утворюючими в поздовжньому перетині конуса; кут нахилу α/2-кут між утворюючої конуса і його віссю;
конусність С — відношення різниці діаметрів двох поперечних перерізів конуса (наприклад, для внутрішнього конуса Di —di) до відстані Li, між ними:
C=(D-d)/L=2tg(α/2).
Формула показує, що конічні поверхні характеризуються чотирма основними параметрами D, d, L і α. Три з них незалежні, а четвертий можна обчислити. Конусність найбільше повно характеризує експлуатаційні і конструктивні особливості конічного з'єднання. Зі зменшенням конусності підвищуються точність центрування деталей і навантажувальна здатність з'єднання, але збільшуються тиск на бічну поверхню з'єднання й осьові переміщення деталей при регулюванні зазору чи натягу в з'єднанні. Конусність призначають за ГОСТом чи ОСТом.
Базовідстань конусів (зовнішнього Zе внутрішнього Zi) — відстані між основною і базовою площинами. Якщо площини 1 і 2 збігаються, то базовідстань дорівнює нулю (мал. 12.3, в). Базовідстань з'єднання Zp — осьова відстань між базовими площинами конусів, що сполучаються.
Реальний конус і реальні чи дійсні розмірипозначають тими ж символами, що і номінальні розміри, але з додаванням індексу а.
 Допуски конусів. Допуск Тр — допуск діаметра конуса, рівний постійній різниці граничних діаметрів конуса на всій його довжині. Допуск ТD визначає поле допуску конуса, у межах якого повинні знаходитися всі крапки реальної поверхні конуса, і обмежує всього його відхилення, якщо на відхилення кута, круглості і прямолінійності утворюючих не встановлені окремо менші допуски.
Допуски конусів. Допуск Тр — допуск діаметра конуса, рівний постійній різниці граничних діаметрів конуса на всій його довжині. Допуск ТD визначає поле допуску конуса, у межах якого повинні знаходитися всі крапки реальної поверхні конуса, і обмежує всього його відхилення, якщо на відхилення кута, круглості і прямолінійності утворюючих не встановлені окремо менші допуски.
Допуск TDS обмежує тільки відхилення діаметра конуса в поперечному перерізі, що має задане осьове положення ГОСТ 25347-82. Допуски ТD і TDS призначають по квалитетам ЕСДП СЕВ, тобто TD=IТ і TDS == IT.
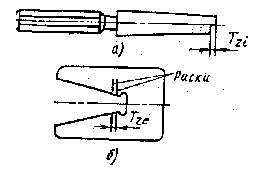
Допуски форми конуса — круглості ТFR і прямолінійності утворюючих TFL — обмежують відхилення форми поперечного й окремо поздовжніх перетинів конуса ГОСТ 24642-81. Допуски кута конусаAT . Осьовий допуск конуса Тz, (зовнішнього Тze, внутрішнього Тzi,) дорівнює різниці між верхніми і нижніми осьовими відхиленнями конуса.
 Осьові відхилення конуса: верхні (esz — зовнішнього і ESz — внутрішнього) — осьові відхилення найбільших граничних конусів, що визначаються нижніми відхиленнями діаметрів конусів (зовнішнього ei і внутрішнього EI) в основній площині; нижні (eiz, — зовнішнього і EIz — внутрішнього конусів) — осьові відхилення найбільших граничних конусів, що визначаються верхніми відхиленнями діаметрів конусів (зовнішнього es і внутрішнього ES) в основній площині.
Осьові відхилення конуса: верхні (esz — зовнішнього і ESz — внутрішнього) — осьові відхилення найбільших граничних конусів, що визначаються нижніми відхиленнями діаметрів конусів (зовнішнього ei і внутрішнього EI) в основній площині; нижні (eiz, — зовнішнього і EIz — внутрішнього конусів) — осьові відхилення найбільших граничних конусів, що визначаються верхніми відхиленнями діаметрів конусів (зовнішнього es і внутрішнього ES) в основній площині.
Основне осьове відхилення конуса (еZmin — зовнішнього, ЕZmin — внутрішнього) обчислюють по основному відхиленню поля допуску конуса в основній площині (ця частка від розподілу основного відхилення діаметра конуса на конусність С зі знаком мінус).
Осьові відхилення конусів відраховують від основної площини: вони позитивні, якщо спрямовані від вершини конуса, і негативні, якщо спрямовані до вершини конуса.
Осьові відхилення конусів і осьові допуски конусів і їхніх з'єднань усіх видів залежать від діаметральних відхилень і допусків конусів. З трикутника ОаЬ tg (α/2) = (ei/2) esz. Тому що 2 tg (α/2) = З, To esz = ei/C. Аналогічно одержуємо формули для обчислення всіх граничних осьових відхилень конусів;
ESz(esz)=EI(ei)/C;
EIz(eiz)=ES(es)/C
і їхніх осьових допусків
Тze=1Ті/З ; Tzi=/Т,/З
Конічна посадка визначає характер конічного з'єднання, що залежить від різниці (до складання) діаметрів внутрішнього і зовнішнього конусів у їхніх поперечних перерізах, що сполучаються після фіксації осьового положення. Конічні посадки бувають із зазором, перехідні і з натягом. Граничні зазори і натяги в конічних посадках також поділяються на найбільші і найменші. По способу фіксації взаємного положення конусів посадки, що сполучаються, підрозділяють на посадки з фіксацією шляхом сполучення конструктивних елементів; по заданій осьовій відстані Zр між базовими площинами; по заданому взаємному осьовому зміщенні від початкового положення; по заданому зусиллю запресовування.

Перші два способи фіксації конусів, що сполучаються, дозволяють одержувати посадки всіх трьох груп (із зазором, перехідні і з натягом).
Третій спосіб фіксації застосовують для утворення посадок із зазором і натягом, а четвертий — для посадок з натягом.
Допуски і посадки конічних з'єднань
Система допусків і посадок для конічних з'єднаньГОСТ 25307-82поширюється на гладкі конуси з діаметром до 500 мм і конусністю від 1: 3 до 1: 500. Передбачено два способи нормування допусків конусів; 1) спільне нормування усіх видів допусків допуском TD; 2) роздільне нормування допусків діаметра конуса в заданому перетині.
У посадках з фіксацією по конструктивних елементах чи по заданій осьовій відстані Zp між базовими площинами конусів, що сполучаються, переважніше застосовувати перший спосіб нормування допусків; у посадках з фіксацією по заданому осьовому зміщенню чи по заданому зусиллю запресовування, а також у конусів, що не сполучаються, кращий другий спосіб.
Поля допусків ТD і TDS діаметрів зовнішніх і внутрішніх конусів утворені в 19 квалитетах (з 01 до 17) , з допусків квалитетів і основних відхилень валів (d, е, f, g, h, js, k, ..., u, х, у) і отворів (Н, Js, N, К), встановлених ЕСДП ГОСТ 25346-89 і ГОСТ 25347-82. Поля допусків для конічних з'єднань в основному відібрані з полів допусків, що містяться в ГОСТ 25346-89. Крім того, СТ СЭВ 1780—79 установлює ряд, допусків спеціально для конусів. Граничні відхилення і допуски TD і TDS для конусів вибирають за ГОСТ 25346-89 і ГОСТ 25307-82 чи обчислюють за загальним правилом.
При виборі полів допусків для утворення посадок враховують спосіб фіксації. Посадки з фіксацією конусів, що сполучаються, по конструктивних елементах чи по заданій осьовій відстані призначаються по системі отвору. Варто застосовувати поля допусків не грубіше квалитета 9 з основним відхиленням Н для внутрішніх конусів і кожним із встановлених у ГОСТ 25307-82 для зовнішніх конусів. На конуси що сполучаються рекомендується призначати поля допусків одного квалитета. В обгрунтованих випадках можна підбирати поля допусків з різних квалитетов (не грубіше, ніж на два квалитета, призначають на діаметр внутрішнього конуса). У посадках з фіксацією по заданим зміщенні чи зусиллю запресовування застосовують поля допусків квалитетов 8—12 з основними відхиленнями Н (краще), JS чи N — для внутрішніх конусів і h, js чи k-для зовнішніх конусів. В обгрунтованих випадках можна застосовувати поля допусків точніше IT8.
Рухливі посадки (поля допусків валів d — g) забезпечують зазор у з'єднанні конусів, відносне обертання конічних цапф, високу точність центрування і компенсацію зносу конічних поверхонь. Застосовують в опорах точних приладів і верстатів, в регулюючих пристроях і т.д.
Щільні посадки (поля допусків h, js, k, т) застосовують для утворення герметичних з'єднань (у кранах, клапанах двигунів внутрішнього згоряння і т.д.). У відповідальних випадках герметичність забезпечують взаємним притиранням конусів, що сполучаються.
 Нерухомі посадки (поля допусків п, р, r, s, t, і, х, z) забезпечують передачу значних навантажень завдяки натягу і силам тертя, що виникає на поверхнях, що сполучаються, (при великих навантаженнях з'єднання підсилюють шпонками). Натяги створюють затягуванням чи запресовуванням зовнішнього конуса, а також застосовують складання при теплових деформаціях. Нерухомі посадки застосовують для з'єднання фланцевих муфт із валами, конусів фрикційних муфт, установки конічних штифтів, клинових шпонок і т.д.
Нерухомі посадки (поля допусків п, р, r, s, t, і, х, z) забезпечують передачу значних навантажень завдяки натягу і силам тертя, що виникає на поверхнях, що сполучаються, (при великих навантаженнях з'єднання підсилюють шпонками). Натяги створюють затягуванням чи запресовуванням зовнішнього конуса, а також застосовують складання при теплових деформаціях. Нерухомі посадки застосовують для з'єднання фланцевих муфт із валами, конусів фрикційних муфт, установки конічних штифтів, клинових шпонок і т.д.
Формули показують, що навіть невеликі відхилення (допуски) діаметрів викликають значні зміни базовідстаней конусів, їхніх з'єднань, а також допусків, особливо при малих конусністях. Наприклад, при IТе == 52 мкм і С= 1 : 100 допуск на базовідстань конуса Tze = 52∙ 100 = 5200 мкм = 5,2 мм. Завдяки цьому точність конусів і конічних з'єднань часто перевіряють по допусках на базовідстань калібрами-пробками по уступах і калібрами-скобами по рисках.
Відповідно до ГОСТ 2.307—68 конусність указують рівностороннім трикутником у сполученні з відношенням l:L Гострий кут трикутника направляють убік вершини конуса; L означає довжину, на якій різниця діаметрів конуса дорівнює 1 мм. Наприклад,  1:20 (D — d = 1 мм на довжині L=20 мм). Ухил позначають сполученням гострого кута (вершина спрямована убік ухилу) з тим же відношенням, у якому L означає довжину, на якій різниця висот чи радіусів дорівнює 1 мм. Наприклад, <1:40.
1:20 (D — d = 1 мм на довжині L=20 мм). Ухил позначають сполученням гострого кута (вершина спрямована убік ухилу) з тим же відношенням, у якому L означає довжину, на якій різниця висот чи радіусів дорівнює 1 мм. Наприклад, <1:40.
Про допуски інструментальних конусів. Для метричних конусів і конусів Морзе встановлено п'ять ступенів точності AT4—AT8, якими регламентовані відхилення кута, прямолінійності утворюючих і круглості конусів, а також основних розмірів конусів і їхніх лапок. Відхилення кута розташовують у плюс для зовнішніх і в мінус для внутрішніх конусів. Для внутрішніх конусів ступеня точності AT4 і AT5 є перспективними. Ступінь точності вказують в умовній позначці конуса.
Читайте також:
- III. Контроль знань
- III. КОНТРОЛЬ і УПРАВЛІННЯ РЕКЛАМУВАННЯМ
- POS -Інтелект - відеоконтроль касових операцій
- VII Контроль постачальника
- Акустичний контроль приміщень через засоби телефонного зв'язку
- Банківський контроль та нагляд: форми та мета здійснення. Пруденційний нагляд: поняття, органи та мета проведення.
- Біохімічний контроль за розвитком систем енергозабезпечення
- Бюджетний контроль - це порівняння показників бюджету зі звітом за відповідний період часу.
- Бюджетний контроль на місцевому рівні
- Валютний контроль
- ВАРІАНТИ КОНТРОЛЬНИХ РОБІТ
- Ветеринарно-санітарний контроль кормів і води
| <== попередня сторінка | | | наступна сторінка ==> |
| Контроль передач | | | Правова держава– це держава, обмежена в своїх діях правом, що захищає свободу та інші права особи і підпорядковує владу волі суверенного народу. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |