РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Подрібнення зерна
Мета роботи. Освоєння методу контролю ефективності - подрібнення зерна в вальцьовому верстаті.
Попередні зауваження. В даний час на борошномельних заводах подрібнюють зерно і проміжні продукти в вальцьових верстатах. У виробничих умовах режим подрібнення оцінюють відборами, значення яких повинно бути практично незмінним для кожної з технологічних систем.
Витяг на системі визначають за допомогою просіювання подрібненої продукту масою 100 г протягом 3 хв. на ситі певного номера (наприклад, металлотканном); прохід сита є витяг у відсотках по відношенню до даної системи.
Однак такий метод оцінки неточний і не дозволяє скласти уявлення про характер подрібнення, наприклад про вміст у проходовій фракції тонкоподрібнених продуктів, наявність яких тісно пов'язане з питомою витратою електроенергії на подрібнення. Тому необхідно проводити більш глибокий аналіз результатів роботи вальцевого станка, щоб мати можливість розробити практичні рекомендації для підвищення ефективності процесу.
Методичні вказівки.Основа науково обґрунтованого аналізу ефективності процесу подрібнення - узагальнений закон подрібнення, де роботу А, витрачену на подрібнення, визначають за формулою
 (23)
(23)
де A0-робота, обумовлена деформацією і зносом робочих органів подрібнюючої машини; m - число циклів подрібнення; о і Е - руйнівне напруження; і - модуль пружності подрібнюваного продукту; V - об'єм подрібненого продукту; ω-енергія утворення 1 см2 нової поверхні подрібненого продукту; ΔF - приріст сумарної поверхні частинок продукту в результаті подрібнення; (i ступінь подрібнення); n - показник ступеня подрібнення.
З цього випливає, що в якості показників ефективності процесу можна прийняти ступінь подрібнення частинок і питому енергоємність процесу Qуд (кдж/см2), безпосередньо пов'язану з гранулометричним складом подрібненого продукту. Її визначають роботою А при появі одиниці нової поверхні частинок при подрібненні за формулою
 =A/
=A/  (24)
(24)
де ΔF = Fі - FO, тобто різниці між сумарною поверхнею частинок після і до подрібнення продукту.
Ступінь подрібнення може бути визначена як відношення Fі, до FO. Отже,  та ΔF - взаємопов'язані показники, тому їх необхідно аналізувати спільно. В обох випадках завдання зводиться до визначення сумарної зовнішньої поверхні одиниці маси частинок подрібненого продукту.
та ΔF - взаємопов'язані показники, тому їх необхідно аналізувати спільно. В обох випадках завдання зводиться до визначення сумарної зовнішньої поверхні одиниці маси частинок подрібненого продукту.
Визначають ΔF розрахунково-експериментальним методом. При цьому пробу продукту відомої маси (наприклад 100 г) розсортовують на наборі сит. Бажано для виділення кожній фракції крупності брати сита двох суміжних номерів. Розмір часток кожної фракції приймають рівним напівсумі розмірів отворів цих суміжних сит. Наприклад, якщо фракція крупності отримана проходом металотканого сита № 1, 2 і сходом сита № 1, 2 то розмір частки дорівнює 1,0 мм.
Для розрахунку зовнішньої поверхні однієї частки її форму приймають умовно сферичної або кубічної. Кількість частинок в кожній фракції крупності знаходять, знаючи масу цієї фракції, щільність продукту і обсяг однієї частинки, тобто
 (25)
(25)
де mi - маса фракції продукту; mj - маса однієї частинки продукту; Рj - щільність частинок продукту; Vj-об'єм однієї частки продукту (визначають розрахунком, виходячи з прийнятої геометричної форми частинки).
Щільність необхідно визначати пікнометричним методом з вакуумуванням пікнометра для видалення повітря. Знаючи розмір часток і їх число n, визначають сумарну площу часток кожної фракції fi підсумовуючи ці значення, знаходять площа зовнішньої поверхні частинок всієї фракції:
 (26)
(26)
Для проведення порівняльних розрахунків (ΔF або ) знаходять питому поверхню одиниці маси продукту. Приріст поверхні частинок в результаті подрібнення істотно залежить від гранулометричного складу продукту до і після подрібнення. Аналіз гранулометричного складу продуктів подрібнення зручно проводити за методикою, запропонованою А. Р. Демидовим. Її зміст полягає в наступному.
Аналізований продукт розсортовують на великому наборі сит, причому особливу увагу приділяють виділенню тонких фракцій, так як з ними тісно пов'язані величини і ΔF. За даними ситового аналізу будують інтегральну криву гранулометричного складу і проводять її обробку.
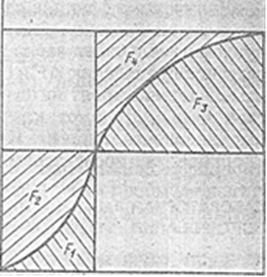
Зазвичай в якості основної характеристики гранулометричного складу подрібненого продукту беруть середнє арифметичне значення розмірів його часток X. Проте одне і те ж значення X може бути отримано при різному співвідношенні дрібних і великих фракцій. Чим більше міститься в продукті дрібних частинок, тим тонше проведено подрібнення і тим вищою буде витрата електроенергії на цей процес. Тому А. Р. Демидов запропонував враховувати співвідношення великої та дрібної фракцій продукту в якості додаткової характеристики гранулометричного складу. У зв'язку з цим враховують показники коефіцієнтів тонкощі розмелювання фракцій продукту: F1/F2 - дрібної, F3/F4 - великої.
Їхнє ставлення  = (F1/F2) (F3/F4) являє собою коефіцієнт вирівняності гранулометричного складу продукту. Чим більше значення має а, тим більше вирівнюються продукт по крупності. З підвищенням а інтегральна крива гранулометричного складу в цьому випадку все більш наближається до прямої лінії.
= (F1/F2) (F3/F4) являє собою коефіцієнт вирівняності гранулометричного складу продукту. Чим більше значення має а, тим більше вирівнюються продукт по крупності. З підвищенням а інтегральна крива гранулометричного складу в цьому випадку все більш наближається до прямої лінії.
Порядок виконання роботи. Для визначення приросту новоствореної поверхні ΔF, ступеня подрібнення i та побудови кривої гранулометричного складу до і після вальцьові верстата однієї із систем подрібнення відбирають 2 ... 3 кг продуктів. З них, виділяють проби масою 300 ... 500 г, які розсортовують на наборі сит, причому просіювання ведуть до кінця. Для очищення на кожне з сит поміщають гумові кульки або шматочки гуми (шайби), і т. п.
Отримані фракції зважують і визначають щільність продуктів кожної фракції. Для спрощення можна прийняти щільність продуктів подрібнення зерна рівної 1400 кг/м3. Потім проводять всі розрахунки щодо визначення ΔF або . Знаючи масу фракцій крупності продуктів подрібнення, беруть інтегральну криву гранулометричного складу і розраховують коефіцієнти якості розмелювання фракцій і вирівняності продукту подрібнення. При цьому площі F1; F2; F3 і F4 визначають за допомогою планування.
Читайте також:
- Безпека при заготівлі та приготуванні кормів (подрібнення, теплова, хімічна обробка).
- Вторинне подрібнення негабаритних кусків
- Дефекти зерна
- Дефекти, які виникають при зберіганні зерна
- Динаміка балансів зерна і зернобобових культур в Україні за 2002/03-2005/06 МР та прогноз на 2006/07 МР, тис. т
- Замочування зерна
- Зерна жита в обдирне борошно
- Зерна пшениці в борошно іншого сорту
- Лазерна (світлопроменева) обробка
- Лущення зерна на вихід и якість борошно
- На борошномельні властивості зерна
- На технологічні властивості зерна
| <== попередня сторінка | | | наступна сторінка ==> |
| Лабораторна робота № 9 | | |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |