РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Автоматизація процесу абсорбції
У якості об’єкта керування процесом абсорбції приймемо абсорбційну установку, яка складається з абсорбційної колони і двох холодильників – на лініях абсорбента і газової суміші (рис. 26). Показником ефективності процесу є концентрація вилучаю чого компонента в збідненої суміші, а метою керування – досягнення певного (мінімально можливого для даних виробничих умов) значення цієї концентрації.
У нижній частині абсорбера повинна знаходитися деяка кількість рідини, забезпечуючи гідравлічний затвор, що виключає надходження газової суміші з абсорбера в лінію насиченого абсорбента і дозволяє регулювати тиск в абсорбері. Постійна кількість цієї рідини підтримується регулюванням рівня в абсорбері шляхом зміни витрати насиченого абсорбера.
У якості параметрів, які необхідно контролювати, потрібно вибрати витрату і температуру початкового і насиченого абсорбентів, початкової і збіненої газової суміші, холодоносіїв, а також концентрацію вилучаю чого компонента в обедненной суміші, рівень у нижній частині колони, температуру по висоті колони, тиск і перепад тиску в ній. Сигналізують відхилення тиску в колоні від граничних значень.
Схемою автоматизації повинен бути передбачений пристрій захисту, виключаючий значне підвищення тиску в колоні. Цей пристрій за певного значення тиску забезпечує припинення живлення регуляторів повітря. Вибір регулюючих органів, встановлених на магістралях, повинні здійснюватися так, щоб регулюючий орган на магістралі обідненої суміші відкрився, а на всіх решті – закрився.
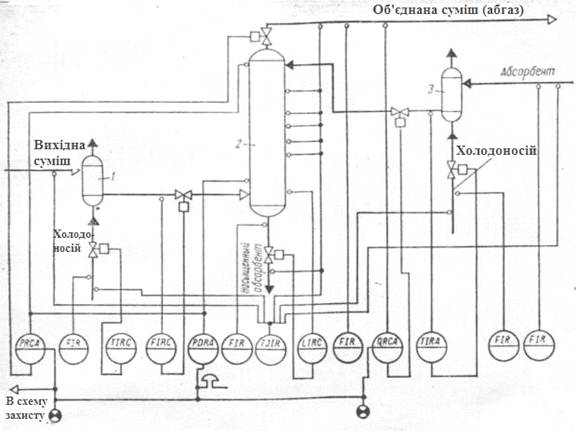
Рис. 26. Типова схема автоматизації процесу абсорбції: 1, 3 – холодильник; 2 – абсорбційна колона
Читайте також:
- H) інноваційний менеджмент – це сукупність організаційно-економічних методів управління всіма стадіями інноваційного процесу.
- II. Поняття соціального процесу.
- IV. План навчального процесу.
- А. Особливості диференціації навчального процесу в школах США
- А. Особливості диференціації навчального процесу в школах США
- Автоматизація банківської діяльності в Україні
- Автоматизація в словах.
- Автоматизація вводу
- Автоматизація виробництва
- Автоматизація виробництва як вищий етап технологічного розвитку підприємств
- Автоматизація виробничих процесів
- Автоматизація водорозподілу з комбінованим регулюванням
| <== попередня сторінка | | | наступна сторінка ==> |
| Автоматизація процесу ректифікації | | | Автоматизація процесу адсорбції |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |