РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
ІЗОСТАТИЧНЕ ФОРМУВАННЯ
Ізостатичне формування – формування порошку або порошкової шихти в еластичній або здатній до деформування оболонці в умовах усестороннього стиску.
Різні види ізостатичного формування розрізняють залежно від середовища передачі тиску і умов його прикладання.
При гідростатичному формуванні (рисунок 9.1) стискаюче зусилля на заготовку передається за допомогою рідкого середовища.
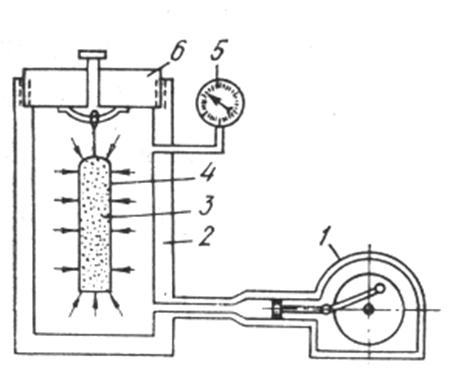
Рисунок 9.1 – Схема установки для гідростатичного формування
1 – насос високого тиску; 2 – камера пресування; 3 – порошок; 4 – еластична оболонка; 5 – манометр; 6 – кришка гідростата
Порошок засипають в еластичну оболонку (гумову, каучукову, поліуретанову), яку розміщують у робочій камері гідростата. Кришку апарата герметично закривають і у камері створюють тиск (100-1200 МПа, інколи до 2000 МПа). Робоча рідина (масло, вода, гліцерин) подається за допомогою насоса високого тиску і забезпечує усестороннє і рівномірне стискання порошку.
Гідростатичне формування проводять у гумових або інших еластичних оболонках товщиною 0,1-2,0 мм.
При гідростатичному формуванні повітря та інші розчинені гази не можуть вийти із герметичної оболонки, і тому проводять попередню дегазацію (вакуумування) вихідного порошку, наприклад за допомогою пустотілої голки, яка вводиться в оболонку і підключається до вакуумної системи.
Перевагами методу гідростатичного пресування є:
- можливість отримання високої щільності сформованої заготовки (пористість 15-25 %);
- можливість отримання рівної щільності у всьому об’ємі сформованої заготовки.
Широкому розповсюдженню методу заважають наступні недоліки:
- низька продуктивність;
- важкість отримання заготовок з високою точністю геометричних розмірів;
- складність апаратної реалізації, в основному через необхідність використання апаратів високого тиску.
Як апарати високого тиску використовують гідронасоси (при тисках до 500 МПа), гідрокомпресори (при тисках до 600 МПа) і мультиплікатори (при тисках до 1200 МПа).
Методом гідростатичного пресування можна отримувати заготовки з будь-яким співвідношенням висоти до діаметру або товщини. Габарити отримуваних заготовок обмежуються лише розмірами робочої камери гідростата.
Іншим варіантом ізостатичного формування є усестороннє обтискання порошкового тіла під дією газового середовища (азот, аргон, гелій). Таке формування називають газостатичним і у більшості випадків його застосовують не до порошків, а до попередньо отриманих різними способами порошкових заготовок.
На рисунку 9.2 наведено принципову схему і робочу камеру (розміри 1210´2150 мм) установки газостатичного формування розраховану на тиск до 200 МПа і температуру до 1450 0С. Сучасні газостати можуть мати розмір камери > 1 м3 і бути розрахованими на тиск до 250 МПа і температуру до 2500 0С.

Рисунок 9.2 – Принципова схема (а) і робоча камера (б) установки для газостатичного формування
1 – балони зі стисненим газом; 2 – фільтр; 3 – компресор; 4 – холодильник; 5 – манометр; 6 – магістралі подачі газу у робочу камеру і випуску з неї; 7, 12 – кришки; 8 – тепловий екран; 9 – нагрівник; 10 – робоча камера (посудина високого тиску); 11 – оболонка з порошком або сформована заготовка
На даний час високотемпературне газостатичне ущільнення (ВГУ) є технологією, яка дозволяє отримувати матеріали з майже теоретичною густиною і найвищими міцністю та надійністю.
Можливі два варіанти реалізації даної технології:
- ВГУ сформованої і поміщеної у пластичну оболонку порошкової заготовки з відкритою пористістю;
- ВГУ сформованої і спеченої до щільності 90-95 % від теоретичної порошкової заготовки.
Як оболонку передачі тиску у першому випадку застосовують оболонку з кварцового скла, яке при високій температурі розм’якшується і щільно облягає порошкову заготовку. Технологію формування заготовки у скляній оболонці при високій температурі називають гаряче ізостатичне пресування (ГІП).
Єдиним серйозним недоліком і стримуючим фактором використання технологій ущільнення при високих тисках і температурах газового середовища є надзвичайно висока вартість обладнання для їх реалізації. Мінімальна вартість лабораторних газостатів з невеликою робочою камерою складає кілька мільйонів доларів США.
Крім статичного прикладання усестороннього тиску до порошкової заготовки застосовують також динамічні методи формування:
- одноразового високошвидкісного впливу на матеріал;
- методи багатократного навантаження з заданою частотою і амплітудою деформування).
Використання рідини як середовища передачі тиску реалізовано також в установках гідродинамічного пресування (рисунок 9.3). У цих установках енергія вибуху порохового заряду передається на поршень, який стискає робочу рідину в камері, де розміщена заготовка, що піддається формуванню.

Рисунок 9.3 – Схема установки для гідродинамічного пресування
1 – корпус; 2 – порошкова заготовка; 3 – датчик тиску; 4 – гвинтовий затвор; 5 – ударний механізм; 6 – електромагнітний спусковий пристрій; 7 – капсуль; 8 – пороховий заряд; 9 – поршень
Існують установки газодинамічного формування, які дозволяють впливати на порошкову заготовку безпосередньо за допомогою тиску порохових газів (рисунок 9.4).

Рисунок 9.4 – Схема установки для газодинамічного пресування
1 – порошкова заготовка; 2 – запобіжний диск (мембрана), який регулює максимальний тиск; 3 – пороховий заряд; 4 – бойок
Іще одним варіантом усестороннього обтискання порошкової заготовки є формування у товстостінній (10-20 мм) еластичній оболонці, яка поміщена у прес-форму і піддається односторонньому або двосторонньому стисканню (рисунок 9.5).

Рисунок 9.5 – Схема двостороннього пресування
в еластичній оболонці
а – у момент прикладання тиску; б – після пресування;
1 – верхній пуансон; 2 – матриці прес-форми; 3 – гумова пробка; 4 – порошок; 5 – еластична оболонка; 6 – нижній пуансон; 7 – сформована порошкова заготовка
Читайте також:
- АДАПТОВАНА ДО РИНКУ СИСТЕМА ФОРМУВАННЯ (НАБОРУ) ОКРЕМИХ КАТЕГОРІЙ ПЕРСОНАЛУ. ВІДБІР ТА НАЙМАННЯ НА РОБОТУ ПРАЦІВНИКІВ ФІРМИ
- Алгоритм формування комплексу маркетингових комунікацій
- Алгоритм формування потенціалу Ф2
- Алгоритм формування статутного фонду банку
- Альтернативні джерела формування підприємницького капіталу
- Аналіз ефективності формування та використання банківських ресурсів
- АНАЛІЗ ОБОРОТНИХ АКТИВІВ ЗА ДЖЕРЕЛАМИ ЇХ ФОРМУВАННЯ
- Аналіз процесу формування маркетингових комунікацій
- Аналіз руху та ефективності формування грошових потоків
- Аналіз стратегічних альтернатив та визначення оптимальної стратегії формування фінансових ресурсів
- Аналіз структури майна та динаміки джерел його формування
- Аналіз формування прибутку.
| <== попередня сторінка | | | наступна сторінка ==> |
| ПРЕСУВАННЯ В МЕТАЛЕВИХ ПРЕС-ФОРМАХ | | | ГАРЯЧЕ ПРЕСУВАННЯ |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |