РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Метод регулювання
(при імовірносному розрахунку Vk)
8 а. Найбільший і найменший розмір компенсатора
+0.032
Ак=1,2 ;
-0.994
Акmax= 1,232 мм
Акmin= 0,206 мм
9 а. Sпост=0,2 мм ;
n =Vk / TAD + 1 = 684 /200 + 1 = 4,42 Þприймемо n = 5
Sсм = Vk / n = 684 / 5 = 136,8 Þприймемо S = 0,14 мм
Таким чином набір прокладок складається з однієї постійної S = 0,2мм і 5 змінних прокладок S = 0,14мм.
10 а. Правильність розрахунку
Sсм £ TAD ; Sпост £ Aкmin ;
0,14 < 0,2; 0,2 < 0,206;
Вибір методів розрахунку розмірного ланцюга і методів досягнення точності замикаючої ланки
Вибір методів досягнення точності замикаючої ланки залежить від величини допуску, встановленого на розмір замикаючої ланки, і від числа складових ланок розмірного ланцюга. Крім того, при виборі необхідно враховувати реальні можливості підприємства по забезпеченню проектгної точності розмірів складових ланок, і забезпеченню відповідного рівня організації складальних робіт.
Якщо кількість складових ланок розмірного ланцюга n £4 , то розрахунок ланцюга потрібно виконувати по методу максимума - мінімума. Якщо кількість складових ланок n ³ 5, то використовують імовірностний метод.
Для попереднього вибору методу рекомендується наступний спосіб. По номінальних розмірах складаючих ланок розмірного ланцюга визначається їх середнє значення:
Aср = , (3.12)
, (3.12)
де Ai- номінальний розмір i-ї складової ланки;
n- кількість складових ланок в розмірному ланцюгу.
Потім по встановленому допуску на розмір замикаючої ланки і кількості складових ланок ланцюга визначається середнє значення допуску для кожної ланки в залежності від прийнятого методу розрахунку по наступних формулах
а) при розрахунку на максимум-мінімум
Тср = ТD / n , (3.13)
б) при розрахунку імовірностним методом
Тср = . (3.14)
. (3.14)
По полученим значенням Аср и Тср визначають найбільш близький квалітет.
Якщо розрахунок розмірного ланцюга виконується по методу максимума і мінімума і величина Тср [формула (3.13)]відповідає 9-му квалітету і грубіше, то потрібно використати метод повної взаємозамінності. При малій кількості ланок метод повної взаємозамінності інодіможна використати і при Тср, відповідному 6-8-му квалітетам точності, оскільки зниження трудомісткості складання окупить привишення вимог до точності виготовлення декількох деталей. При Тсрвідповідному 7-му і більш високому квалітету точності, рекомендується використати метод припасування або регулювання. Для деяких виробів, що випускаються у великих кількостях, замість пригонки раціонально застосувати метод групової взаємозамінності.
Якщо розрахунок виконується по імовірностному методу і величина Тср[формула (3.14)]відповідає 10-му квалітету і грубіше, то потрібно використати метод неповної взаємозамінності. У іншому випадку, коли Тсрвідповідає 9-му квалітету і точніше, потрібно застосовувати методи регулювання і пригонки, тобто методи, що компенсують похибки замикаючої ланки.
Наприклад, ТD=1,2 мм; n = 6 ; Аср=90 мм.По формулі (3.14)для імовірностного методу розрахунку Тср=1,2 / (1,2 ) =0,4 мм. Длярозміру 90 ммдопуск по 12 квалітету рівний 0,35 мм, а по 13-му __ 0,46 мм.Отже, в цьому випадку треба прийняти метод неповної взаємозамінності.
) =0,4 мм. Длярозміру 90 ммдопуск по 12 квалітету рівний 0,35 мм, а по 13-му __ 0,46 мм.Отже, в цьому випадку треба прийняти метод неповної взаємозамінності.
Якщо ТD=0,12 мм; n=6и Аср = 90 мм, то Тср= 0,12 / 1,2 = 0,04 мм.Цей допуск для розміру 90 мм лежить між 7-м і 8-м квалітетами. Отже, в цьому випадку треба вибрати метод пригонки або метод регулювання.
= 0,04 мм.Цей допуск для розміру 90 мм лежить між 7-м і 8-м квалітетами. Отже, в цьому випадку треба вибрати метод пригонки або метод регулювання.
12. Взаємозамінність шпонкових і шлицьових з'єднань.
Допуски і посадки шпоночних з’єднань.
В машинобудуванні застосовують стандартизовані шпоночні з’єднання з призматичними шпонками, сегментними, клиновими і тангенціальними.
Розглянемо взаємозамінність призматичних шпоночних з’єднань.
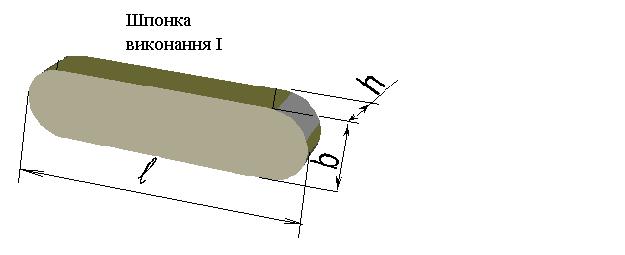
h – h11
b – h9
l – h14
L – H15 – на кресленні деталі обов’язково вказувати допуск на довжину паза
Шпонки виготовляють зі світлотягненого каліброваного матеріалу, тому посадки по ширині шпонки виконуються в системі вала.
Стандарт передбачає 3 види з’єднань: нормальні, вільні і щільні.
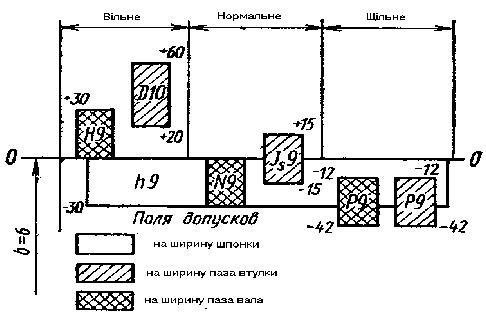
Нормальне з'єднання застосовується для нерухомих з'єднань не сприймаючих реверсивного навантаження, застосовуються при сприятливих умовах складання.
Вільне застосовується при нереверсивних навантаженнях і складних умовах складання.
Щільні застосовуються при реверсивних навантаженнях і рідких розбираннях.
Стандарт допускає любе поєднання полів допусків вала і втулки.
У машинобудуванні найбільш часто застосовуються нерухомі і рухомі з'єднання з наступними посадками:
| З'єднання | Посадки шпонки | ||
| на валу | у втулці | ||
| нерухоме | N9/h9, P9/h9 | Js9/h9 | |
| рухоме | N9/h9, P9/h9 | D10/h9 |
Позначення на кресленнях

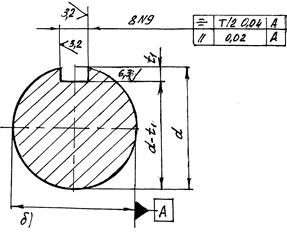
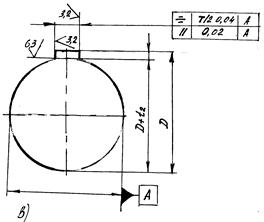
По стандарту можна задавати любий з розмірів t1 чи (d-t1)і допуск буде однаковий. Переважно задають розмір t1, він контролюється калібром чи мікрометром.
Допуски на розміри t1, t2
| Висота шпонки, мм | від 2 до 6 | св. 6 до 18 | св. 18 до50 |
| Відхилення: верхнє нижнє | +0,1 | +0,2 | +0,3 |
На додаток до стандарту регламентуються вимоги до шорсткості поверхні в залежності від квалітета, приведені таблиці полів допусків ПШ, ПШ1, щоб можна було працювати з старими кресленнями.
Прямобочні шлицьові з'єднання
Розрізняють: прямо бічні і евольвентні шлицьові з’єднання стандартизовані ГОСТами. В машинобудуванні застосовують також трикутні шлицьові з’єднання.
ГОСТ 1139-80 – прямобічні. До основних параметрів відносяться: зовнішній D, внутрішній d діаметри валів і втулок, число шліців z і кут γ розташування шлиців, ширина шлицьових западин в.
Основним показником точності шлицьових з'єднань є концентричність деталей, що сполучаються, яка забезпечується співвісністю поверхонь валів і втулок, які центруються.
3 види центрування:
1. Центрування по зовнішньому діаметрі D.
2. Центрування по внутрішньому діаметрі d.
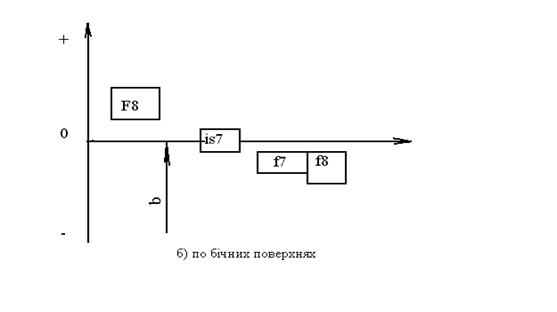
3. Центрування по бічних поверхнях в.

Центрування по бічних поверхнях застосовується коли немає жорстких вимог до співосності, тобто в тихохідних передачах, при передачі з великих крутячих моментів.
Центрування по зовнішньому і внутрішньому діаметрі застосовується при підвищених вимогах до співосності. Центрування по зовнішньому діаметрі застосовується коли втулка не загартована і допускає обробку чистовим протягуванням. По внутрішньому діаметрі - в тому випадку якщо втулка загартована і неможливо провести операцію протягування після загартування.
Особливості побудови системи допусків і посадок шлицьових з'єднань.
Особливості побудови системи допусків і посадок шлицьових з'єднань обумовлені тим, що складання шлицьових деталей і одержання необхідного характеру з'єднання забезпечується не тільки точністю кожного основного розміру але і сумарною погрішністю. Сумарна погрішність виникає в результаті поєднання погрішностей форми і розташування шлиців і їхніх западин, а також ексцентриситетів діаметрів D і d (вала і втулки). Тому що перераховані погрішності неминучі, то для складання реального вала з теоретично точною втулкою необхідно, щоб сумарна погрішність і відхилення основних параметрів реального вала знаходилися в межах полів допусків по D, d, в. Аналогічні визначення для реальної втулки.
Поля допусків переважного застосування
при центруванні по зовнішньому діаметрі

Читайте також:
- D) методу мозкового штурму.
- H) інноваційний менеджмент – це сукупність організаційно-економічних методів управління всіма стадіями інноваційного процесу.
- I Метод Шеннона-Фано
- I. Метод рiвних вiдрiзкiв.
- VII. Нахождение общего решения методом характеристик
- А. науковий факт, b. гіпотеза, с. метод
- Авоматизація водорозподілу регулювання за нижнім б'єфом з обмеженням рівнів верхнього б'єфі
- Автоматизація водорозподілу з комбінованим регулюванням
- Автоматизація водорозподілу на відкритих зрошувальних системах. Методи керування водорозподілом. Вимірювання рівня води. Вимірювання витрати.
- Автоматизація водорозподілу регулювання зі сталими перепадами
- Автоматизація водорозподілу регулюванням з перетікаючими об’ємами
- Автоматизація водорозподілу регулюванням за верхнім б'єфом
| <== попередня сторінка | | | наступна сторінка ==> |
| Визначення числа прокладок | | | Позначення на складальних кресленнях. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |