РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Визначення кількості виробничих робітників.
Розрахунок кількості виробничих робітників може вестися різними методами в залежності від їхньої категорії, типу виробництва, стадії проектування й інших факторів. Для механічних цехів з одиничним і серійним виробництвом розрахунок може вестися одним із двох способів:
– за трудоємністю виконання обсягу робіт;
– за верстатоємністю або за кількістю прийнятого устаткування.
В разі розрахунку за трудоємністю, якщо програма випуску задана одним найменуванням:
 ;
;
де Pi - кількість робітників на i-у операцію (людей);
Тpi - трудоємність i-ої операції на одну деталь (люд.·хв./шт.);
П - виробнича програма на рік (шт./рік);
Фр - дійсний річний фонд часу роботи робітників з урахуванням кількості робочих змін, години.
Якщо програма на рік задана номенклатурою з “n” однотипних деталей з річним випуском кожна Пj:
 ;
;
де Трij - трудоємність i-ої операції для j-ої деталі (люд.·хвил./шт.)
За верстатоємністю розрахунок ведеться з використанням наступної формули:
 ;
;
де Стi - верстатоємність i-ої операції (ст.·хв./шт.);
Фд - дійсний річний фонд часу роботи обладнання з урахуванням кількості робочих змін, (години);
Км - коефіцієнт багатоверстатності (кількість одиниць обладнання, яка обслуговуються одним робітником (од.обл./люд.).
Якщо програма на рік задана номенклатурою з “m” однотипних деталей з річним випуском кожної Пj:
 ;
;
де Стij - верстатоємність i-ої операції для j-ої деталі (од. обл.·хв./шт.).
За прийнятою кількістю обладнання:
 ;
;
де Спi - прийнята кількість обладнання для i-ої операції;
hi - коефіцієнт завантаження устаткування на i-ій операції.
Якщо в результаті розрахунків кількість робітників виходить дробовою, її слід округляти до більшого цілого числа.
Величина коефіцієнта багатоверстатного обслуговування КМ для кожної операції розраховується окремо. Так при обслуговуванні однакового обладнання, яке виконує ту саму операцію:
КМ £ tМА/(tДР + tПЕР) + 1;
де tМА - безперервний машинний час на одній одиниці обладнання (час, протягом якого ця одиниця обладнання працює без особистої участі робітника);
tДР - допоміжний ручний час робіт, витрачуваний на одній одиниці обладнання (установка заготовки на верстат, її закріплення, зняття, вимірювання, завантаження деталей у піч);
tПЕР - час, затрачуваний робітником на перехід від однієї одиниці обладнання до іншої та на обслуговування обладнання до його пуску.
Якщо розрахункове значення КМ є дробовим, то дробова частина відкидається; отримане число відповідає прийнятій кількості обладнання:
1,86®1, 2,1®2.
Якщо обладнання різне або однакове, проте виконує різні операції, для розрахунку треба приймати tМА тієї одиниці обладнання, в якої він менший.
Для точного з’ясування можливості багатоверстатної роботи необхідно на підставі аналізу технологічних процесів на поєднуваних одиницях обладнання, складати циклограми роботи. Приклад обслуговування трьох одиниць обладнання наведений на рисунку 2.4.
За циклограмою визначають послідовність обслуговування одиниць обладнання, час, який витрачається робітником на кожній одиниці обладнання, період безперервного машинного часу на окремій одиниці обладнання. У випадку потокового та потоково-масового виробництва кількість основних робітників визначається за кількістю робочих місць з урахуванням багатоверстатного обслуговування.
Остаточна кількість робітників приймається тільки після розробки і планування обладнання цеху та побудови циклограм.
Якщо виробництво оснащене автоматичними лініями, то розрахунок виробничих робітників ведеться по двох професіях – операторів та наладчиків. Наладчики в автоматичному виробництві відносяться до виробничих робітників.
В обов'язки оператора входить установка і зняття заготовок на лінії, подача сировинних матеріалів (шихта, модельні сполуки, формувальні матеріали) . Їх кількість відповідає кількості робочих місць. Як правило, це1-2 людини на зміну.
В обов’язки наладчика входить забезпечення безперебійної роботи лінії. Їхня кількість приймається з розрахунку 1 людина на 2-8 одиниць обладнання лінії, що обслуговується.
До загальної кількості виробничих робочих автоматичних ліній цехи додаються додатково 5% запасних робітників.
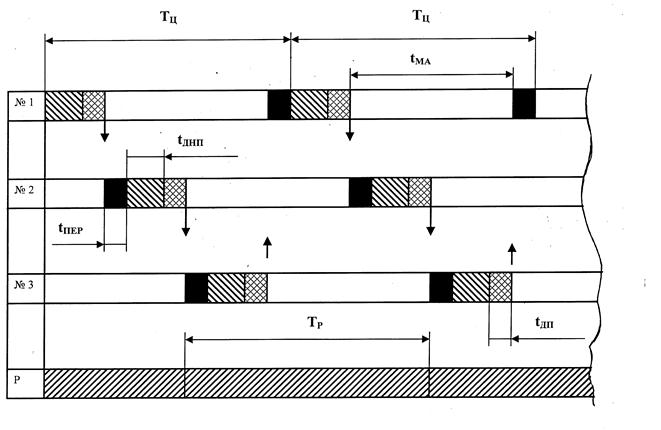
Рис.2.4. Циклограма роботи при багатоверстатному обслуговуванні (на прикладі обслуговування трьох одиниць обладнання)
ТЦ – тривалість циклу
tМА - машинно-автоматичний час;
tДНП - допоміжний час, який не перекривається машинно-автоматичним на одній одиниці обладнання;
tДП - допоміжний час, який перекривається машинно-автоматичним на одній одиниці обладнання;
tПЕР - час переходів;
TР - час роботи робітника;
Тривалість циклу визначається за формулою
ТЦ = TР = tМА + tДНП = S×tДНП + S×tДП + S×tПЕР ;
S = (tМА + tДНП) / (tДНП + tДП + tПЕР)
де S – розрахункова кількість обладнання (дорівнює КМ).
Розрахунок кількості допоміжних робочих цеху може здійснюватися:
– за трудоємністю запланованого обсягу робіт;
– за кількістю робочих місць;
– за нормами обслуговування;
– у відсотковому відношенні від кількості виробничого обладнання;
– у відсотковому співвідношенні від числа виробничих робітників.
Чим вищий рівень автоматизації, тим вище частка допоміжних робітників у загальній кількості робочих цеху.
Читайте також:
- CMM. Визначення моделі зрілості.
- I визначення впливу окремих факторів
- II. Визначення мети запровадження конкретної ВЕЗ з урахуванням її виду.
- II. Мотивація навчальної діяльності. Визначення теми і мети уроку
- Ocнoвнi визначення здоров'я
- S Визначення оптимального темпу роботи з урахуванням динаміки наростання втоми.
- А. Визначення розмірів і площі зони хімічного зараження.
- Автоматизація виробничих процесів
- Автоматизація обліку виробничих запасів та МШП засобами універсального програмного продукту
- Алгебраїчний спосіб визначення точки беззбитковості
- Алгоритм визначення проекцій точок на поверхнях обертання
- Алгоритм побудови калібрувального графіка для визначення загального білка сироватки крові
| <== попередня сторінка | | | наступна сторінка ==> |
| Склад працівників цеху. | | | Визначення кількості робочих місць у цеху |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |