РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Оптиметри та універсальні оптичні засоби вимірювальної техніки
Оптиметраминазивають ЗВТ з важільно-оптичними передачами, їх широко використовують як стаціонарні (настільні) засоби вимірювання з високою точністю та чутливістю. Похибки вимірювання оптиметрів типу ОВО-1 і ОГО-1 не перевищують ±0,0002 мм для діапазону вимірювання від 0 до 0,06 мм [21].
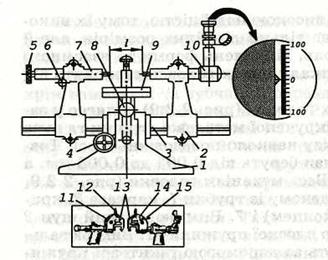
Конструктивно оптиметри виконують у вигляді масивних вимірювальних засобів з чавунними стояками та екранами. На рис. 4.12 зображено горизонтальний оптиметр, складений з основи 1, напрямного вала 3, лівої та правої підпор 2, трубки оптиметра 10, предметного столика 9, ексцентрикового затискача 8, пінолі 7, фіксатора 6, мікрометричного гвинта 5, корби 4 вертикального переміщення предметного столика, правого та лівого держаків 11 і 14, двох гвинтових затискачів 12, двох вимірювальних дуг 13 та аретира 15.
Предметний столик може повертатися навколо вертикальної осі і закріплений затискачем 8. У пінолі 7, що переміщається за допомогою мікрометричного гвинта 5, закріплюють змінний щуп, який використовують для вимірювання розмірів тільки зовнішніх поверхонь. Для вимірювання розмірів внутрішніх поверхонь застосовують змінні правий та лівий держаки 11 і 14 і вимірювальні дуги 13 з гвинтовими затискачами 12.
|
Рис. 4.12. Горизонтальний оптиметр
Лівий держак прикріплюють до зовнішньої поверхні пінолі, а правий — до зовнішньої поверхні труби оптиметра. Вимірювальні дуги 13 за допомогою гвинтових пружин і запресованих у них кульок притискають до вимірювальних щупів пінолі та трубки оптиметра. Праву вимірювальну дугу від зразкової внутрішньої циліндричної поверхні чи вимірюваної внутрішньої поверхні виробу під час їх встановлення та знімання відводять за допомогою аретира 15 (щоб уникнути спрацювання робочих вимірювальних поверхонь). Вимірювальні дуги роблять малими і великими відповідно для вимірювання розмірів отворів від 13,5 до 26,5 мм і більше.
Виготовляють горизонтальні та вертикальні оптиметри багатьох типів. За вимірювальну головку для оптиметрів служить трубка оптиметра, принцип дії якої ґрунтується на явищах автоколімації та оптичного важеля. Це дає змогу перетворювати незначні переміщення вимірювального щупа у значні переміщення світлової шкали відносно нерухомого світлового покажчика.
Універсальні оптичні ЗВТ широко застосовуються завдяки їх високій точності, надійності та довговічності. До таких засобів належать довгоміри, інструментальні та універсальні мікроскопи, проектори тощо.
Довгоміривикористовують для вимірювань абсолютних розмірів зовнішніх і внутрішніх поверхонь. Залежно від конструкції довгоміри бувають горизонтальні та вертикальні. Діапазон вимірювання горизонтального довгоміра 0...200 мм, а вертикального — 0...500 мм. Ціна поділки шкали довгомірів 0,001 мм.
Конструктивна схема вертикального довгоміра зображена на рис. 4.13. На його вимірювальному щупі 4 закріплена скляна міліметрова шкала 5, що має 100 поділок. Вимірювання розміру виробу 2 полягає у визначенні переміщення шкали, підсвіченої джерелом світла 13 відносно нерухомого відлікового мікроскопа 7. За допомогою ручки 5 налагоджують мікроскоп на нульову позначку. Вимірювальний щуп підвішений за допомогою сталевої стрічки 10, шківів 11, 12 і противаги 14, розміщеної в олійному демпфері 13. Співвісність вимірюваного розміру зі шкалою забезпечує виконання вимог принципу Аббе. Ручкою 6 повертають спіральний ноніус для відліку сотих і тисячних часток міліметра. Вимірювальний тиск регулюють за допомогою тягарців 9, шнур 16 служить за аретир.
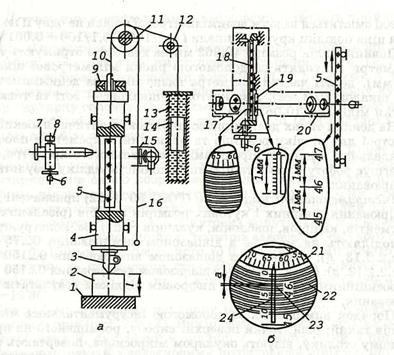
Рис. 4.13. Схема вертикального довгоміра
У мікроскоп 7 (рис. 4.13, б) видно подвійні лінії архімедової спіралі 22 та три шкали: міліметрову 23, нанесену на скляну пластину 5; дециміліметрову 24, нанесену на пластину 19 мікроскопа з ціною поділки 0,1 мм; шкалу, утворену за допомогою спіралі 22 і кругової шкали 21 з ціною поділки 0,001 мм, нанесену на скляну круглу пластину 18. Кругова шкала має 100 поділок. Дециміліметрова шкала 24 та кругова шкала з архімедовою спіраллю 22 перебувають у фокальній площині окуляра 17. На цю ж площину за допомогою об'єктива 20 проектується зображення міліметрової шкали 23 з пластинки 5, що переміщується разом з вимірювальним щупом. Положення шкали 5 відносно нерухомої дециміліметрової шкали залежить від вимірюваного розміру.
Міліметри відраховують за рискою на міліметровій шкалі, що міститься у межах дециміліметрової шкали — 46 мм. Кількість поділок дециміліметрової шкали, відрахована до риски міліметрової шкали, становить десяті частки міліметра (маємо розмір 46,3 мм).
Для визначення частки поділки а дециміліметрової шкали (рис. 4.13, б) служить архімедова спіраль і розміщена у її середині кругова ноніусна шкала. Ручка 6 зумовлює (рис. 4.13, а) повертання пластинки 18 з круговою шкалою та спіраллю. Витки спіралі зміщуються відносно дециміліметрової шкали, а кругова шкала служить для відліку зміщення витків спіралі вздовж дециміліметрової шкали. Ціна поділки кругової шкали дорівнює величині зміщення витка вздовж дециміліметрової шкали на одну поділку. Крок спіралі р дорівнює одній поділці дециміліметрової шкали, тобто0,1 мм. Тому за повний оберт кругової шкали виткиспіралі змістяться вздовж дециміліметрової шкали на одну її поділку, а ціна поділки кругової шкали і =p/100 = 0,1/100 = 0,001 мм.
Повний відлік розміру 46,362 мм на довгомірі отримують так: міліметри знаходять за допомогою риски міліметрової шкали (46 мм), десяті частки міліметра визначають за дециміліметровою шкалою (0,3 мм), а за круговою шкалою — соті та тисячні частки міліметра (0,062 мм).
|
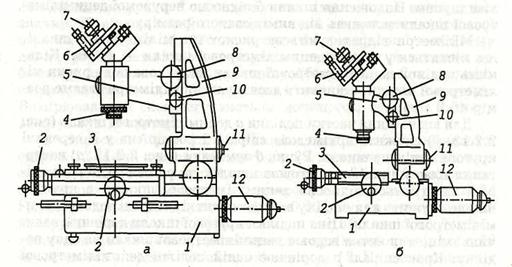
Інструментальні мікроскопи(ГОСТ 8074-82) призначені для вимірювання лінійних і кутових розмірів виробів (різальних інструментів, калібрів, шаблонів, кулачків тощо). За конструкцією їх поділяють на малі — з діапазоном вимірювання 0...75 мм (рис. 4.14, б); великі — з діапазоном вимірювання 0...150 мм (рис. 4.14, а); бінокулярні — з діапазоном вимірювання 0...150 мм; з проекційними екранами та цифровим відліком результатів вимірювання.
Рис. 4.14. Інструментальні мікроскопи
Порядок вимірювань за допомогою інструментальних мікроскопів такий: різні точки поверхні виробу, розміщеного на предметному столику, візують окуляром мікроскопа, повертають стіл з виробом навколо вертикальної осі і за допомогою мікрометричних та оптичних відлікових пристроїв визначають координати заданих точок.
За отриманими результатами вимірювань знаходять лінійні та кутові розміри виробу.
Для візування точок виробів інструментальні мікроскопи мають змінні об'єктиви з різним ступенем збільшення (у 10, 15, 30 і 50 разів з відповідними полями зору 21, 14, 7 і 4,2 мм), а для вимірювання кутових розмірів використовують спеціальну кутомірну окулярну головку. Окрім цього, використовують проекційні, фотографічні та установно-закріплювальні (для складних за формою виробів) пристрої.
Великий інструментальний мікроскоп(рис. 4.14, а) має високу точність вимірювання лінійних переміщень у двох перпендикулярних між собою координатах, з діапазоном показів шкал 0...25 мм, ціною поділки мікрометричних головок 0,005 мм. Предметний столик може повертатися на кут 360°; ціна поділки шкали кутоміра повертання стола — 3 кутових мінути. Для збільшення діапазону вимірювання лінійних розмірів вздовж предметного столика до 0...150 мм і впоперек його до 0...50 мм між мікрометричним гвинтом та предметним столиком вставляють кінцеві міри відповідного розміру. Колона 11 мікроскопа може нахилятися на кут ±12°30'.
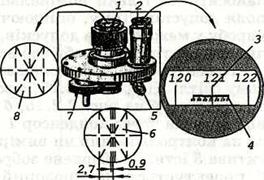
Розглянемо кутомірну окулярну головку для інструментальних мікроскопів (рис. 2.2.14). Вимірювані вироби візують на фоні прозорої сітки 8, яку видно в окулярі 1. Замість сітки 8 інколи застосовують сітку 6 з додатковими штриховими лініями, що дають змогу підвищити точність візування. Кутомірна головка має градусну шкалу 3, що підсвічується відбитим від дзеркала 5 світлом, яку видно в окулярі 2. Повертання сітки 8 за допомогою ручки 7 навколо оптичної осі зумовлює відповідне зміщення градусної пікали З відносно нерухомої шкали 4.
|
Рис. 4.15. Кутомірна окулярна головка
Вимірюють кутові розміри шляхом суміщення однієї зі штрихових ліній сітки 8 зі сторонами вимірюваного кута. Ціна поділки кутомірної шкали головки -1´.
Універсальні мікроскопивідрізняються від інструментальних тим, що замість відліку лінійних переміщень предметного столика за допомогою мікрометричних гвинтових головок застосовані спіральні відлікові мікроскопи з ціною поділки шкали 0,001 мм, а діапазони їх переміщень становлять відповідно 0...200 мм вздовж і 0...100 мм упоперек столика. На предметному столику універсального мікроскопа можна встановити вироби довжиною до 750 мм, шириною до 100 мм і висотою до 160 мм.
Читайте також:
- I. Організація класу до уроку та повторення правил техніки безпеки.
- II. Основні засоби
- III. Медико-відновлювальні засоби
- L2.T4/1.1. Засоби періодичного транспортування штучних матеріалів.
- L2.T4/1.2. Засоби безперервного транспортування матеріалів. Транспортери.
- L2.T4/1.3. Засоби дозування сипучих матеріалів.
- L3.T4/2. Засоби переміщення рідин.
- V Засоби навчання
- VII. Правила техніки безпеки і гігієни праці.
- Автоматизація технологічних процесів і транспортні засоби.
- Автомобільний комплект для спеціальної обробки військової техніки ДК-4К
- Автотранспортної техніки ІДК-1
| <== попередня сторінка | | | наступна сторінка ==> |
| Мікрометри і вимірювальні головки | | | Контроль та вимірювання розмірів конічних поверхонь |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |