РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Попередня обробка заготовок валів.
Вид заготовки, що використовується для виготовлення вала, залежить від матеріалу, конструкції і розмірів деталі. Найбільш часто для тонких і довгих східчастих валів застосовується круглий прокат. Заготовки для коротких східчастих валів, з великими перепадами діаметрів, можуть виготовлятися шляхом штампування чи кування на горизонтально-кувальних машинах чи на іншому ковальському обладнанні. Використовуються також ротаційна ковка, прокатування на ковальських вальцях.
Для деталей сільськогосподарських машин широке поширення отримали заготовки з каліброваної сталі 9—11 квалітетів точності, їх можна перетворити в готові деталі без великого обсягу токарної обробки. Для валів виготовлених з високоміцного чавуна (колінчаті, кулачкові та ін.) заготовками служать відливки. Прутки, в якості заготовок валів, як правило, мають кривизну, що перевищує допустимі межі, тому їх до механічної обробки піддають виправленню в холодному чи гарячому виді на правильно-калібрувальних машинах. Заготовки валів із прокату нарізаються на прес-ножицях, фрезерно-відрізних, ножівочних, токарних і токарно-револьверних верстатах.
Для одержання заготовок із прокату великого діаметру застосовується газополум'яне різання.
Найчастіше обробка валів включає наступні етапи:
1) підрізання обох торців заготовки по черзі чи одночасно;
2) центрування заготовки з двох сторін;
3) чорнове обточування (звичайно з двох установів);
4) чистове обточування;
5) чорнове шліфування шийок;
6) фрезерування шпонкових пазів чи шліців;
7) свердління отворів;
8) нарізання різьби;
9) термічна обробка;
10) чистове шліфування шийок.
В залежності від конструктивних особливостей вала і технічних вимог, маршрут обробки може ускладнюватися введенням додаткових операцій токарної обробки під люнет, полірування, проміжного виправлення і т п.
Більшість валів обробляється із встановленням в центрах, що забезпечує високу продуктивність, точність, легкість встановлення і доступність для вимірів. У зв'язку з цим заготовки повинні піддаватися попередній обробці, що полягає в підрізуванні торців і виготовленні центрових гнізд. Така обробка може проводитися на токарних верстатах із затисканням заготовок в трьохкулачковому патроні і люнеті. Операція центрування заготовок може також виконуватися на двох однобічних центрувальних верстатах, а підрізування торців найчастіше проводиться на повздожньо-фрезерних чи горизонтально фрезерних верстатах.
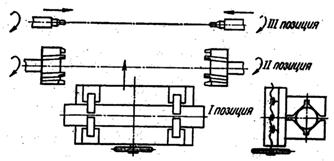
Рис. 1. Принципова схема роботи фрезерно-центрувального верстата
При крупносерійному і масовому виробництвах доцільно виконувати фрезерування торців і центрування на фрезерно-центрувальних верстатах моделей МР73М, МР76М, МР78М. Принципова схема роботи фрезерно-центрувального верстата показана на рис. 1.
Читайте також:
- Аналітична обробка інформації вузлами інформаційно-аналітичної функціональної підсистеми МОЗ України і питань НС.
- Бухгалтерська обробка документів.
- Введення інформації в ЕОМ та її обробка
- Вільне кування заготовок
- Графоаналітична обробка даних при двох змінних факторах і лінійної залежності
- Електроконтактна обробка
- ІІ етап: Збір та обробка інформації.
- Класифікація валів.
- Класифікація й обробка корпусних деталей.
- Лекція 4. Товарна обробка плодів і овочів
- Методологічні принципи побудови статистичних групувань. Поняття інтервалу групування. Види інтервалів.
- Наприкінці 1914— на початку 1915 р. стрільці здійснювали охорону Карпатських перевалів.
| <== попередня сторінка | | | наступна сторінка ==> |
| Класифікація валів. | | | Обробка валів на токарних верстатах. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |