РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Шорсткість поверхні і економічна точність методів обробки
| Обробка | Шорсткість поверхні, мкм | Квалітет | ||
| Чорнове точіння | Rz 320...40 | |||
| Чистове точіння | Rz 20...Ra1,25 | 10...9 | ||
| Тонке точіння | Ra0,63 | 8...6 | ||
| Чорнове фрезерування | Rz 80...40 | 13...12 | ||
| Чистове фрезерування | Rz 20... Ra2,5 | |||
| Тонке фрезерування | Ra1,25...0,63 | 10...9 | ||
| Свердління | Rz 80... Ra2,5 | 13...11 | ||
| Зенкерування | Rz 40...40 | 13...11 | ||
| Чорнове розвірчування | Rz 20...Ra2,5 | 10...9 | ||
| Тонке розвірчування | Ra0,63...0,32 | 6...5 | ||
| Протягування | Ra2,5...0,16 | 10...6 | ||
| Чорнове шліфування | Rz 40... Ra2,5 | |||
| Чистове шліфування | Ra1,25...0,63 | 10...9 | ||
| Тонке шліфування | Ra0,32...0,16 | 10...6 | ||
|

| |||
| а | б | |||
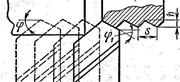
Рис.2.3. Схеми утворення шорсткості при різанні
Шорсткість поверхні встановлюють і розрахунком - шляхом визначення висоти гребінців h, які залишилися після механічної обробки. Так, при точінні (рис.2.3) використовують такі формули:
рис.2.3, а  (2.6)
(2.6)
рис.2.3, б  (2.7)
(2.7)
де: h - висота гребінців, мм; r - радіус при вершині різця, мм; s - подача, мм/об; φ - головний кут різця в плані, град; φ1 - допоміжний кут різця у плані, град.
Висоту нерівностей визначають за профілограмою (рис. 2.4):
Rz = 1/5 {(h1 + h3 + h5 + h7 + h9) – (h2 + h4 + h6 + h8 + h10)}, мкм
де: h1, h3, h5, h7, h9 - висота п’яти найвищих точок виступів, виміряна від лінії, паралельної середній лінії; h2, h4, h6, h8, h10 - висота п’яти найнижчих точок впадин, виміряна від тієї ж лінії.

Рис.2.4. Схема реальної профілограми
Приклад 2.1. Визначити обробку зовнішньої поверхні вала для отримання шорсткості Ra0,63.
Розв’язок
Відповідно табл. 2.3 задану шорсткість можна досягнути тонким точінням або чистовим шліфуванням. При цьому точність обробки відповідає 8...6 квалітетам (при точінні) чи 9-му (при шліфуванні).
Приклад 2.1. При обробці профілографи встановлено, що у межах базової довжини l=0,25 мм є такі величини висот, виміряні відносно лінії, паралельної середній лінії. Встановити висоту нерівностей.
| h1 | h2 | h3 | h4 | h5 | h6 | h7 | h8 | h9 | h10 |
| 2,65 | 1,0 | 3,0 | 1,2 | 2,6 | 0,8 | 1,75 | 1,1 | 2,4 | 0,7 |
Розв’язок
Rz=1/5 {(h1 + h3 + h5 + h7 + h9) – (h2 + h4 + h6 + h8 + h10)}=1/5 {(2,65 + 3,0 + 2,6 + 1,75 + 2,4) – (1,0 + 1,2 + 0,8 + 1,1 + 0,7)}=1,52 мкм
Практичне заняття № 3
Читайте також:
- H) інноваційний менеджмент – це сукупність організаційно-економічних методів управління всіма стадіями інноваційного процесу.
- III. Економічна інтерпретація результатів статистичного дослідження банків
- Roughness - Шорсткість - Висота хвиль.
- Surface Appearance - Вид поверхні
- Автомобільний комплект для спеціальної обробки військової техніки ДК-4К
- Алгоритм проведення санобробки при зараженні БЗ
- Алгоритм розрахунку температури поверхні чипу ІМС процесора
- АЛЬТЕРНАТИВНІ ПІДХОДИ ДО ВИДІЛЕННЯ МЕТОДІВ УПРАВЛІННЯ
- АНАЛІЗ ПЕРСПЕКТИВНИХ НАПРЯМІВ|направлень| РОЗВИТКУ МЕТОДІВ РОЗПІЗНАВАННЯ
- АНАЛІЗ ПЕРСПЕКТИВНИХ НАПРЯМІВ|направлень| РОЗВИТКУ МЕТОДІВ РОЗПІЗНАВАННЯ
- Аналіз умов технічної експлуатації територіально розподілених ПФС екстремальної комп’ютерно-інтегрованої системи керування технологічними процесами обробки даних
- Бази даних як засіб зберігання й обробки інформації
| <== попередня сторінка | | | наступна сторінка ==> |
| Теоретичні відомості | | | РОЗРАХУНОК ПРИПУСКІВ НА МЕХАНІЧНУ ОБРОБКУ |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |