РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Різновидності електроерозійної обробки та елементи устаткування
Основні елементи електроерозійного устаткування.
Електроерозійна обробка може здійснюватися профільованим чи не профільованим електродом-інструментом (ЕІ).
У першому випадку його розміри і форма робочих поверхонь визначаються відповідно до заданої поверхні виготовленої деталі.
В-другому електрод-інструмент має найпростішу конфігурацію (дріт, чи диск стрижень), а його розміри лише частково зв'язані з розмірами електрода-деталі.
Формоутворення оброблюваної деталі електроерозійним методом можна здійснити по трьох схемах.
1. Копіювання форми електрода-інструмента, що представляє собою зворотне відображення форми деталі. При цій схемі обробки шляхом поступального руху електрод-інструмент впроваджується в заготівлю в міру видалення металу під впливом імпульсів електричної енергії. Точність форми одержуваної деталі в цьому випадку залежить від точності виготовлення електрода-інструмента і його зносу.
 2. Взаємне переміщення заготівлі і електрода-інструмента по визначеному законі. Схема формоутворення має подібні риси з поруч процесів механічної обробки. Знімання металу з заготівлі, на відміну від механічних процесів, здійснюється за рахунок ерозії металу, що видаляється, під дією підводимих імпульсів електричної енергії.
2. Взаємне переміщення заготівлі і електрода-інструмента по визначеному законі. Схема формоутворення має подібні риси з поруч процесів механічної обробки. Знімання металу з заготівлі, на відміну від механічних процесів, здійснюється за рахунок ерозії металу, що видаляється, під дією підводимих імпульсів електричної енергії.
3. Сполучення обох схем формоутворення. Здійснюючи взаємне переміщення спеціального інструмента і заготівлі по визначеному законі, одержують виріб складної форми. Ця схема вимагає складного устаткування й електродів-інструментів.
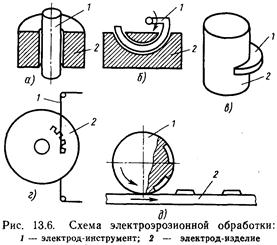
Найбільш широке поширення в практиці одержала перша схема, а виконувані з її допомогою операції називають копіювально-прошивальними. Електроерозійне прошивання круглих отворів суцільним електродом-інструментом одна з найбільше широко застосовуваних у машинобудуванні операцій. Її часткою случаємо є прошивання отворів із криволінійною віссю. Принципові схеми проведення цих операцій показані на рис. 13.6, а, б.
Останню з цих операцій роблять аналогічно першій, але електрод-інструмент, що є катодом, має криволінійну форму, повторювану у виробі.
По другій технологічній схемі електроерозійної обробки проводять різання з використанням у якості електрод-інструмента металевий диск чи дріт (рис. 13.6, в, г). Обробка дротовим електродом дозволяє вирізувати криволінійні контурні деталі високої точності. Для її характерні приступність і відносна нескладність автоматизації руху подачі по заданій програмі. Недоліком операцій за цією схемою є обмеження їхнього використання тільки вирізними чи відрізними роботами.
Операції третьої схеми електроерозійної обробки одержали найменше поширення. Вони використовуються при обкатуванні (мал. 13.6, д), електроерозійному виправленню фасонних електро алмазних кіл, утворенні в сталевих і твердосплавних роликах і валках вузьких (менш 0,5 мм) канавок і т.д.
Елементи електроерозійного верстата. Процес електроерозійної обробки відбувається при об'єднанні в одне ціле генератора імпульсів, системи автоматичного регулювання МЕП, а також безпосередньо електроерозійного верстата. Останній повинний забезпечити необхідне взаємне розташування обох електродів, їхнє закріплення і відносне переміщення, підведення до них живлення від ГІ, задані умови для протікання електричних розрядів у робочій рідині, умови для спостереження за процесом обробки з дотриманням правил безпеки.
Генератори імпульсів (типу КС, СС і ін.) розташовують у станині верстатів. Якщо цього не дозволяють розміри ГІ, то його виконують як окремий агрегат і розташовують можливо ближче до верстата. Електричний ланцюг між ГІ й електродами роблять можливо коротше і виконують її багатожильними коаксіальними проводами для зменшення впливу поверхневого ефекту.
Електроерозійні верстати постачені спеціальними ваннами для забезпечення умов протікання електричних розрядів у робочій рідині. В одного типу верстатів маються стіл, що служить для установки і закріплення деталі, і робоча голівка з несучим ЕІ електродотримачем. Стіл і голівка змонтовані на загальному кутовому кронштейні. Після закріплення і вивірки взаємно розташування ЕД і ЕІ кронштейн перед початком ЕЕО разом з деталлю і ЕІ занурюють у заповнену робочою рідиною ванну. У верстатів цього типу мається недолік-при опусканні кронштейна у ванну може виникнути додаткова погрішність.
У верстатів іншого типу, позбавлених зазначеного недоліку, кронштейн із закріпленими на ньому ЕІ і деталлю залишається нерухомим, а перед ЕЕО піднімається заповнена робочою рідиною ванна.
Необхідний рух електрода-інструмента забезпечується приводом його подачі. Контроль за процесом роблять за показниками електричних приладів (вольтметра й амперметра). Крім регулювання електричного режиму в установках ЕЕО необхідно здійснювати автоматичне регулювання переміщення електрода-інструмента. Для цього існують автоматичні регулятори між електродного проміжку. Вони повинні задовольняти наступним основним вимогам: точно підтримувати задане значення керованої величини, що визначає установлений зазор; володіти малої інерційністю усіх своїх елементів; бути малогабаритним, економічним, недорогим у виготовленні, простим і надійної в роботі.
Функціональна схема для електроерозійних верстатів у загальному випадку являє собою автоматичну систему зі зворотним зв'язком по вихідному сигналі (рис. 13.7). З датчика 7 вихідної величини Хвих сигнал з об'єкта керування 6 (МЕП) надходить на блок порівняння 1 (БС). З БС різницю вихідного і заданого Хз сигналів підсилюється схемою 2, через перетворювач 3 і підсилювач потужності 4 надходить на виконавчий орган 5. При ЕЕО конфігурація МЕП постійно змінюється, що завжди дає відмінну від нуля різниця між заданим Хзд і вихідним -Хвих значеннями. Під її впливом привод подачі переміщає електрод-інструмент, підтримуючи заданий зазор у визначеній частині МЕП.
Через ускладненість безпосереднього виміру зазору між електродного проміжку як параметр регулювання використовується струм розряду, спадання напруги на ньому чи їхній комбінації.
Регулятори можуть бути виконані зваженого типу. При цьому сила ваги несущого електрода-інструмента рухливої системи чи частково цілком врівноважується зусиллям електромагніта, що є функцією спадання напруги на розрядному проміжку. У регуляторах твердого типу електродвигун у залежності від отриманого сигналу переміщає рухливу систему чи нагору вниз. Від електродвигуна до електрода застосовується тверда механічна передача (рейка, гвинтова, ексцентрикова чи роликова передача).
У прецизійних верстатах використовується диференціальний привод із двома електродвигунами, обертання яких у нормальному режимі компенсує один одного, а переміщення електрода відбувається при нерівності їхніх частот обертання.
Існуючі верстати для ЕЕО можна умовно підрозділити на два типи: копіювально-прошивальні і для обробки не профільованим інструментом. Перші призначені для створення порожнин складної форми, прошивання складних контурних вікон фасонних і прямолінійних щілин, отворів циліндричної і більш складної конфігурації й ін.
Електроерозійний копіювально-прошивальний верстат містить у собі станину, робочий стіл для кріплення деталі, ванну з робочою рідиною, пристрої вертикального, поперечного і поздовжнього переміщень ЕІ, генератор імпульсів, блок керування верстатом, бак з робочою рідиною і допоміжні пристрої (перекачування рідини і т.д.).
Прикладом верстатів цього типу може служити верстат моделі 4А724 нормальної точності. Він оснащений генераторами ГМС-400 і МГП-П9 і дозволяє обробляти заготівлі масою до 1200 кг при максимальній продуктивності по сталі—7000 мм3/хв, шорсткість поверхні не вище 7-го класу, споживана до 45 кВт.
У верстатах для обробки не профільованим інструментом тонкий мідний, латунний чи вольфрамовий дріт перемотується з однієї котушки на іншу. Електрод-заготівка закріплена на робочому столі, що може переміщатися по координатах Х и У відповідними приводами, що працюють по командах від системи керування.
Один із затисків ГІ кріпиться до електрода-інструмента (частіше негативний); до ЕЗ.
Верстати для дротової вирізки оснащені електроконтактною копіювальною системою. Як щуп у них використовується сам електрод-дріт. Прикладом верстатів такого типу може служити електроіскровий верстат для профільної вирізки по копіру моделей 4531П призначений для одержання деталей зі складним контуром. Його модифікація-верстат моделі 4531П-имеет числове програмне керування з записом програми на перфострічці. У цьому випадку верстат працює по програмі в автоматичному режимі.
В електроерозійних верстатах напруга до 250В підводиться безпосередньо до електродів і можливе враження обслуговуючого персоналу електричним струмом. Хоча при роботі обидва електроди малодоступні, струмоведучі частини верстата повинні бути розміщені усередині металевого заземленого корпуса. При живленні верстатів від генераторів імпульсної напруги вони постачені імпульсними трансформаторами і мають відносно низька напруга розряду. Проте необхідне заземлення хоча б одного з електродів щоб уникнути появи на них високої напруги при ушкодженні ізоляції імпульсного трансформатора.
При використанні верстатів з конденсаторними батареями необхідно встановлювати опору для зняття з них заряду. У верстатах з високою напругою на конденсаторах необхідні блокування, що автоматично розряджають батарею замикачем при відкриванні дверцят шафи. При живленні схеми керування верстата від мережі напругою 220—380В передбачається блокування на дверцятах шафи, що відключає при їхньому відкриванні всі ланцюги керування від мережі.
Читайте також:
- Адміністративне правопорушення як підстава юридичної відповідальності: ознаки і елементи.
- Азот, фосфор, біогенні елементи та їх сполуки, органічні речовини
- Бази даних як засіб зберігання й обробки інформації
- Базові елементи управління проектом
- Безпека виробничого устаткування.
- Будова й основні елементи машини
- Ваговимірювальне устаткування
- Ваговимірювальне устаткування
- Валідація НАССР- отримання об'єктивного доказу того, що елементи НАССР-плану результативні.
- Варильне устаткування
- Вибір конкретної різновидності товару-представника.
- Вибір режимів обробки заготовки різанням
| <== попередня сторінка | | | наступна сторінка ==> |
| Генератори імпульсів | | | Електроконтактна обробка |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |