РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Наприклад для одиниць довжини
Робочі еталони

Зразкові міри вищого розряду
Зразкові міри нижніх розрядів
Робочі засоби вимірювання
Методи вимірювань
Під час вимірювання використовують різні методи, які представляють собою сукупність прийомів використання різних фізичних принципів та засобів вимірювання.
За способом отримання значень - є 2 основних методи вимірювання:
1. Метод безпосередньої оцінки.
2. Метод порівняння з мірою.
Метод безпосередньої оцінки - метод вимірювання, при якому значення величини отримують безпосередньо по відліковому пристрою вимірювального приладу прямої дії (вимірювання довжини - геометричною лінійкою, розмірів деталі -мікрометром).
Метод порівняння з мірою - метод вимірювання, при якому вимірювану величину зрівнюють з мірою. Про точность розмірів L судять про відхилення ± стрілки індикатора.
стрілки індикатора.

Незалежно від розглянутих методів розрізняють контактний та безконтактний методи.
Контактний - вимірювання вала штангенциркулем (контакт губок з валом).
Безконтактний - вимірювання вала за допомогою проекційних приладів.
В залежності від взаємозв'язку показань приладу з вимірюваною фізичною величиною виміри поділяються на: прямі та непрямі, абсолютні та відносні. При прямому вимірюванні - вихідні значення величини знаходять безпосередньо з дослідних даних (вимір діаметра штангенциркулем). При непрямому вимірюванні - вихідні значення величини визначають на основі відомої залежності між цією величиною та величинами, які підлягають прямому вимірюванню (визначають середній діаметр різьби за допомогою трьох дротиків).
Абсолютне вимірювання - засновується на прямих вимірюваннях величини (вимірювання розмірів деталі штангенциркулем).
Відносне вимірювання - засноване на порівнянні з відомим значенням міри.
Метрологічні показники засобів вимірювання
Основним елементом відлікового пристрію є шкала.
Ціна поділення шкали- різниця значень величин, відповідних двом сусіднім відміткам.
Початкове та кінцеве значення шкали - відповідно найбільше та найменьше значення вимірюваної величини, вказаної на шкалі.
Діапазон показань—область значень шкали, обмежених початковим та кінцевим значенням шкали.
Діапазон вимірювання (складається: з діапазону показань та переміщень вимірювальної головки по стійці) - це область значень вимірюваної величини, для якої нормовані допуск погрішності засобів вимірювання.
Вимірювальне зусилля - зусилля, яке виникає у зоні контакту чутливого елементу засобу вимірювання з деталлю.
Погрішність вимірювання

Відхилення результату вимірювання X від справжнього значення Q, називається погрішністю вимірювання (абсолютне). Під точністю вимірювання розуміють якість вимірювання, відображаючих близькість результатів до справжніх значень (висока точність - малі погрішності).
В залежності від причин утворення розрізняють наступні погрішності:
Погрішність методу - наслідок недосконалого методу (сума погрішностей показань приладу та блока кінцевих мір довжини, температурних погрішностей).
Погрішність відліку - є наслідком недостатнього точного відліку показань.
Інструментальна погрішність - залежить від погрішностей, застосованих засобів вимірювання (якості їх виготовлення).
Погрішність настройки — виникає із-за недосконалого процесу настройки.
Основна погрішність — при нормальних умовах вимірювання. Додаткова погрішність — при відхиленні від нормальних умов вимірювання. За видом погрішності бувають: випадкові, систематичні та грубі.
Випадкові — погрішності, які змінюються випадковим образом при повторному вимірюванні однієї величини (нестабільність показань приладу, температурна погрішність).
Систематичні погрішності — погрішності постійні або які закономірно змінюються при повторному вимірюванні однієї величини.
Грубі - випадкові погрішності, які значно переважають очікувані погрішності (нерівна установка деталі під час вимірювання).
Вибір вимірювальній засобів
Залежить від:
1 . допуску на виготовлення.
2. серійності виробництва.
3. конструктивних особливостей контролю деталі.
4. організаційно-технічних форм контролю
5. економічних факторів.
Допустима погрішність вимірювання вим , залежить від допуску на розмір. Вона складається по ГОСТ 8.051-81 від 20% (для грубих квалітетів) до 35% (для точних).
Порядок вибору засобів вимірювання по точності
1. Визначити допуск на розмір, який треба виміряти.
2. По допуску визначити допустиму погрішність вимірювання вим.
3. По допустимим погрішностям визначити вимірювальні засоби, за допомогою яких може здійснюватися процес вимірювання (див. В. Г. Кострицький), погрішності приборів повинні бути меншими ніж допустимі погрішності вимірювання.
Механічні інструменти і прилади
Механічні прилади в залежності від будови елементів вимірювального ланцюга мають 7 різновидів:
1 найпростіші інструменти;
2 штангенінструменти і ноніусні кутоміри;
3 мікрометричні інструменти;
4 зубчаті прилади;
5 важільно-зубчаті прилади;
6 важільно-зубчаті мікрометричні інструменти;
7 пружинні прилади.
Найпростіші інструменти
До них відносяться в основному безшкальні інструменти використовувані для візуальних порівняльних оцінок і оцінок “по фарбі” відхилень форми, наприклад відхилення від площинності. До них відносяться повірочні і вимірювальні лінійки, перевірочні плити і зразки шорсткості поверхні.
Повірочні лекальні лінійки застосовуються для контролю прямолінійності на просвіт чи за допомогою щупа.
Щупи являють собою набори лез номінальної товщини від 0,02 до 1 мм.
Вимірювальні (масштабні) лінійки являють собою металічні лінійки з нанесеними на них штрихами через 1, 10, 100 мм.
Перевірочні косинці 90˚ призначені для контролю кутів на просвіт, а також для лекальних і слюсарних робіт.
Синусна лінійка призначена для непрямих вимірів кутів шаблонів і конусів.
Повірочні плитизастосовують для контролю площинності по методу плям “на фарбу”.
Зразки шорсткості поверхні – служать для візуального контролю шорсткості поверхні деталей. Однак на виробництві звичайно використовують зразкові по шорсткості деталі.
Штангенінструменти і ноніусні кутоміри
До штангенінструментів, тобто інструментів, у яких застосований масштаб з ноніусом і використаний метод збігів оцінок шкал штанги і ноніуса відноситься:
а) штангенциркуль, призначений для виміру зовнішніх і внутрішніх розмірів до 2000 мм,
б) штангенглубиномір, призначений для виміру глибин пазів і висот виступів до 400 мм,
в) штангенрейсмасс, служить засобом здійснення і контролю розмітки розмірів до 2500 мм,
г) штангензубомір, призначений для виміру товщин зубів зубчастих коліс.
До цих інструментів відноситься також кутомір з ноніусом, застосовуваний для виміру зовнішніх кутів від 0 до 320˚, і внутрішніх від 40 до 180˚.
Мікрометричні інструменти
До мікрометричних інструментів, заснованим на гвинтовій парі “мікрометричний гвинт - гайка” відносяться:
а) гладкий мікрометр, застосовуваний для виміру зовнішніх розмірів деталей;
б) мікрометричний нутромір, для виміру внутрішніх розмірів;
в) мікрометричний глибиномір, для виміру глибини отворів;
г) спеціальні мікрометри, наприклад, листовий, трубний, різьбовий зубомірний і т.д.
Зубчаті прилади
До зубчатих приладів, заснованим на застосуванні зубчатої передачі, відносяться індикатори годинникового типу ИЧ і ИТ, призначені для відносного виміру зовнішніх розмірів, відхилень форми і розташування поверхонь.
Індикатор використовують як вимірювальний елемент у
а) індикаторному нутромірі;
б) індикаторному глибиномірі
в) і ін.
Важільно-зубчаті прилади
Вимірювальні ланцюги важільно-зубчатих приладів складаються зі сполучень механічних важелів і зубчатих пар. До них відносяться:
а) ричажна скоба СР (пассаметр);
б) важільно-зубчаті індикатори ИРБ, ГИР52 і ИРТ;
в) багатооборотні індикатори ИГМ і МИГ;
г) індикаторні нутроміри;
д) важільно-зубчаті нутроміри;
е) і ін.
Важільно-зубчаті мікрометричні прилади
Відноситься ричажний мікрометр МР. Вимірювальний ланцюг являє собою просте з'єднання механізмів мікрометра і ричажної скоби, що дозволяє з його допомогою робити абсолютні виміри.
Пружинні прилади
До пружинних приладів для відносних вимірів розмірів, відхилень форми і розташування поверхонь, вимірювальний ланцюг яких складається з пружних елементів відносяться:
а) пружинна вимірювальна голівка (мікрокатор);
б) малогабаритна пружинна голівка ИПМ (мікатор);
в) ричажна пружинна голівка ИРП (мінікатор).
Основним перетворювальним елементом цих приладів є закручена (у різні сторони від середини) плоска бронзова пружина.
Оптико-механічні вимірювальні прилади
Контактні
а) оптиметри (вертикальні і горизонтальні), в оптиметрах використовується принцип автоколимації й оптичного важеля (див. принцип дії трубки оптиметра);
б) длинноміри, призначені для абсолютних вимірів від 0 до 100 мм. Відліковий пристрій може бути: а) з візуальним відліком по шкалі спірального ноніуса; б) з візуальним відліком по шкалах, що проектуються на екран; в) з цифровим відліком.
в) пружинно-оптичні вимірювальні голівки (оптикатори). Призначені для відносних вимірів зовнішніх розмірів. Механічна частина приладу подібна мікрокаторам, але стрілка в них замінена дзеркалом;
г) інтерферометри – пристрої в яких для вимірів використане явище інтерференції світла, відносяться до найбільш точних.
Безконтактні
а) Інструментальні мікроскопи (малий ММИ і великий БМИ);
б) оптичні ділильні голівки ОДГ-10. призначені для розподілу окружностей, що окреслюють різні предмети на частки і для виміру кутових розмірів виробів;
в) вимірювальні машини (універсальні вимірювальні мікроскопи). Багатофункціональні вимірювальні мікроскопи для виміру по трьох координатах;
г) подвійні мікроскопи МИС-11 і ПСС-2 призначені для виміру шорсткостей поверхонь по методу світлового перетину.
11. Розмірні ланцюги
11.1. Загальна характеристика розмірних ланцюгів
Розміри деталей (як і самі деталі) в зібраному виробі взаємопов'язані. Ці взаємозв'язки визначаються розмірними зв'язками, що створюють складальні розмірні ланцюги.
Розмірний ланцюг являє собою сукупність взаємопов'язаних розмірів, що створюють замкнений контур. Замкненість розмірного ланцюга приводить до того, що розміри, що входять в неї, не можуть призначатися незалежно.
Класифікація розмірних ланцюгів
Ланцюги бувають:
1) складальні (або вузлові) і подетальні;
2) лінійні, кутові і змішані;
3) площинні і просторові;
4) конструкторські, технологічні і вимірювальні.
Приклад найпростішого ланцюга:
 |
Рис. 1.1Лінійний складальний конструкторський трьохланковий ланцюг.
Розміри, що створюють розмірний ланцюг, називають ланками. Ланками розмірного ланцюга можуть бути лінійні або кутові розміри, діаметри, відстані між поверхнями або осями, зазори, натяги, перекриття, відхилення розташування поверхонь (осей) і т.д.
На схемах розмірних ланцюгів лінійні ланки умовно позначаються двосторонньою стрілкою.
 | |||
 | |||
паралельність і перпендікулярність - односторонньою стрілкою, направленою вістрям до бази.

 γ2
γ2
γ1

m1 m
О
Рис. 1.2 Умовні позначення ланок
Іноді, для спрощення розмірної схеми осі поверхонь зручно визначити умовними знаками-стяжками, що являють собою відрізок прямої з точками на кінцях. При цьому одна точка ставиться на лінії, що вказуює поверхню, а друга на лінії, що вказуює вісь цієї поверхні.

Рис. 1.3 Розмірна схема зі стяжками
На рис. 1.3 ланка Аявляє собою відхилення від соосності вала і отвору втулки;
ланка b - відхилення (поворот) осі вала відносно осі втулки за рахунок зазора;)
ланка g - відхилення від перпендикулярності (поворот) вала відносно торця втулки.)
Якщо на схемі зазор між поверхнями не вказаний, другі точки стяжок ставляться біля лінії, вказуючої сполучення деталей. Так ланка Б - відхилення від соосності зовнішньої поверхні втулки і отвору корпусу за рахунок зазора з'єднання. При посадках з натягом цю ланку приймають рівним нулю.
Будь-який розмірний ланцюг складається із замикаючої ланки і двох або більш складових ланок.
Замикаючою ланкою розмірного ланцюганазивається ланка що отримується автоматично при виготовленні або збиранні. Вона може бути початковою при постановці задачі або виходити останньою внаслідок її рішення.
У виробу може бути декілька розмірних ланцюгів. Кожному ланцюгу привласнюється певна буква. Лінійним ланкам привласнюються великі букви кирило - мефодієвского алфавіта з індексами А1, А2. .. Б1, Б2... а кутовим ланцюгам - малі букви грецького алфавіта a, b. g…. Замикаюча ланка - АD, gD
Складовою ланкою- називається ланка, із зміною якогї змінюється замикаюча ланка. Ланки бувають - збільшувальніі зменшувальні.
Збільшувальною ланкоюназивається складова ланка із збільшенням якої замикаюча ланка збільшується.
 |
Рис. 1.4Схема розмірного ланцюга
 Зменшувальною ланкоюназивається складова ланка із збільшенням якої замикаюча ланка зменшується.
Зменшувальною ланкоюназивається складова ланка із збільшенням якої замикаюча ланка зменшується.
 Збільшувальні ланкиозначаються стрілкою А 3 (зліва направо). Зменшувельні - А 1 (справа наліво).
Збільшувальні ланкиозначаються стрілкою А 3 (зліва направо). Зменшувельні - А 1 (справа наліво).
У складних розмірних ланцюгах можна виявити збільшувальні і зменшувальні ланки, застосувавши правило обходу по контуру (замикаюча ланка спрямована справа-наліво, як зменшувальні ланки). Здійснюючи обхід по контуру розміщення ланцюга в цьому напрямку, проставляємо стрілки над позначенням ланок.
 |
Рис. 1.5До визначення збільшувальних і зменшувальних
 ланок в розмірному ланцюгу.
ланок в розмірному ланцюгу.
Іноді розмірні ланцюги представляються у вигляді сукупності векторів (стрілки у однієї сторони у напрямі обходу).
Рис. 1.6 Розмірний ланцюг у вигляді сукупності векторів.
Компенсуючою ланкоюрозмірного ланцюга називається складова ланка при зміні якої досягається необхідна точність замикаючої ланки. Означається А 2 к.
Ув’язовальною ланкоюрозмірного ланцюга називається ланка, при зміні якої узгоджуються (ув'язуються) номінальні значення, координати середин полів допусків, і допуски складових ланок ланцюга з параметрами замикаючої ланки.
Визначення передаточних відношень
Передаточне відношення складової ланки xі характеризує міру його впливу на зміну замикаючоїланки.
У лінійнихі кутових ланцюгах 1 роду (ланки в градусній мірі) зміна складової ланки на певну величину приводить до аналогічних змін замикаючої ланки на ту ж величину.
У плоских ланцюгах (і в деяких інших випадках) зміна складаючої ланки приводить до зміни складової ланки на іншу величину.
Якщо передаточне відношенняпозитивне, це означає, що збільшення складової ланки приводить до збільшення замикаючої ланки розмірного ланцюга. При негативному - до зменшення.
При меншому значенні x вплив зміни складової ланки на зміну замикаючої ланки зменьшується.
У залежності від вигляду розмірного ланцюга та його складності передаточне відношення можна визначати різними методами: змінювань, проецирування і диференціювання.
11.2. Методи досягнення точності замикаючої ланки і методи розрахунку лінійних розмірних ланцюгів
При конструюванні виробів необхідна точність замикаючої ланки звичайно встановлюється з умов експлуатації виробу і його службового призначення. Для досягнення необхідної точності замикаючої ланки розмірного ланцюга існують п'ять методів:
а) повної взаємозамінності;
б) неповної взаємозамінності;
в)групової взаємозамінності;
г) пригінки;
д) регулювання.
Відповідно до прийнятих методів досягнення точність замикаючої ланки розрізнюють і п'ять методів збирання, які носять аналогічні назви. Часто на складальних кресленнях не вказують прийнятий метод досягнення точності замикаючої ланки. У цьому випадку технологу доводиться самому встановлювати метод збирання на основі виявлення і перевірочного розрахунку складальних розмірних ланцюгів.
Складання розмірного ланцюга
1. Розрахунок розмірних ланцюгів звичайно починається з виявлення їх по кресленню виробу і складання схем, на яких умовно у вигляді відрізків будь-якої довжини зображуються ланки розмірного ланцюга в послідовності їх розташування у виробі. Якщо номінальний розмір ланки рівний нулю, вона зображується на схемі також ланкою з довільною довжиною.
Вимоги до ланцюгів:
а) ланцюг повинен бути замкненим;
б) розмірний ланцюг будують за принципом найкоротшого ланцюга, тобто він повинен складатися з можливо меншої кількості ланок ;
в) кожний розмір складової ланки повинен відноситися до поверхонь однієї і тієї ж деталі (виключення – замикаюча ланка);
г)комплектуючі вироби (підшипники каченя, муфти, електродвигуни і т.д.) включаються в розмірний ланцюг своїм кінцевим розміром, що охоплює декілька деталей виробу.
2. Визначається замикаюча ланка, іі величина допуск і граничні відхилення, а також встановлюються які ланки є такими, збільшувальними і зменшувальними.
Суть розрахунку розмірного ланцюга і 2 задачі, що вирішується розрахунком розмірних ланцюгів
Суть розрахунку розмірного ланцюга полягає у встановленні допусків і граничних відхилень всіх її ланок, виходячи з вимог конструкції і технології.
Розрахунок розмірних ланцюгів зводиться до рішення однієї з двох наступних задач.
1. Проектна (пряма) – по заданому номінальному розміру, допуску і граничним відхиленням замикаючої ланки визначити номінальні розміри, допуски і граничні відхилення складових ланок розмірного ланцюга.
2. Перевірочна (зворотна) – по заданим допускам, розмірам і граничним відхиленням складових ланок розмірного ланцюга визначити номінальний розмір, допуск і граничні відхилення замикаючої ланки.
Розрахунок лінійних розмірних ланцюгів
методом повної взаємозамінності
(розрахунок по методу максимума – мінімуму)
Суть методу полягає в тому, що необхідна точність замикаючої ланки досягається на збиранні без якого-небудь вибору, або додаткової обробки деталей, розміри яких включаються в складальний розмірний ланцюг. Точність замикаючої ланки розраховується за методом максимума – мінімума.
Виведемо розрахункову залежність для методу, що розглядається. Для цього розглянемо найпростішу конструкцію (рис. 2.1). У зібраному корпусі з деталей 1 і 2 переміщається по пазу збірний повзун з деталей 3 і 4, між повзуном і пазом для можливості переміщення передбачений зазор.
 |
Рис. 2.1Складальний вузол (конструктивна схема і розмірний ланцюг)
1. Для розрахунку визначаємо: замикаюча ланка А(; зменшуючі ланки А2, А1; ті, що збільшують – А3 і А4.
2. Розрахунок проводимо по методу максимума – мінімуму.
Номінальні розміри (з умов замкненості ланцюга)
А1 + А2 + АD = А3 + А4 ;
звідси:
АD=А3+А4-А1-А2 ;
 або в загальному вигляді n
або в загальному вигляді n
АD = åxIAi , (2.1)
I=1
де n – число складових ланок,
xI – передаточне відношення для ланки А1.
Для лінійного розмірного ланцюга
xI= +1 -для збільшувальних ланок;
xI= -1- для зменшувальних ланок;
При рішенні перевірочної задачі (коли, відомі складові ланки).
Знайдемо допуск замикаючої ланки, для цього від АDмах віднімемо АDмin
АDmах=А3mах+А4mах –А1min –А2min
-
АDmin=А3min+А4min –А1max –А2max .
Отримаємо
ТD= Т3+ Т4+ Т1+ Т2 ,
або в загальному вигляді
 n
n
ТD=åТi (2.2)
i=1
Для визначення верхнього відхилення замикаючої ланки
від АDmах вирахуємо АD (номінальне значення)
АDmах=А3mах+А4mах –А1min –А2min
-
АD=А3 + А4 - А1 - А2
____________________________________________________________________________
(АDmах- АD)=(А3mах- А3)+ (А4mах- А4)- (А1min- А1)- (А2min- А2)



 або
або
ESAD= ESA3 + ESA4 – EIA1 – EIA2
Для короткості запишемо
 |  |  |  |
ESD= ES3 + ES4 – EI1 – EI2


 або в загальному вигляді nm
або в загальному вигляді nm
ESD= åESi - å EIi (2.3)
і=1і=n+1
Аналогічне нижнє відхилення замикаючої ланки


 n m
n m
EID= åEIi - å ЕSi (2.4)
i=1i=n+1
Верхнє і нижнє відхилення замикаючої ланки легше визначати через координати середини поля допуску
ESD= EcD+T D /2
 EID= EcD-T D /2
EID= EcD-T D /2
Рис. 2.2 До визначення ES і EI через Eс.
Координату середини поля допуску замикаючої ланки визначаємо з рівняння:
n
ЕсD= åx і Есi , (2.5)
i=1
де Есi – координати середин полів допусків складових ланок (з урахуванням знаку).
При рішенні прямої задачі (коли відома замикаюча ланка)
При визначенні допусків ланок необхідно витримати умову
TD =åTi . (2.6)
Для призначення допусків складових ланок можна призначити середній допуск на всі складові ланки
Tсрi=TD / n , (2.7)
де n – кількість складових ланок.
Цей спосіб визначення допусків називається способом рівних допусків, він застосовується лише тоді коли ланки приблизно рівні по величині. Звичайно допуски призначають у відповідності з ГОСТ 25346-89 пропорційно номінальним розмірам. Цей спосіб називається способом допусків однакової точності(одного квалітета).
У відповідності з ГОСТ 25346-89 допуск в системі ЄСДП виражається формулою
T = a×i , (2.8)
де а – кількість одиниць допуску (залежить від квалітета),
i – одиниця допуску (залежить від средньогеометричного значення інтервалу номінальних розмірів).
Допуски замикаючих ланок в цьому випадку /при однаковій точності ланок/ можна записати
T1 = a× i1 ;
T2 = a× i2 ;
** *
Tn = a× in .
Значення одиниці допуску i береться з ГОСТ 25346-89.
Тоді сума
T1 + T2 + . . . + Tn=a(i1+i2+…+in) ,
або в загальному вигляді
TD = a å ii (2.9)
Кількість одиниць допуску a
a= TD / å ii (2.10)
У загальному випадку розрахункова кількість одиниць допуску не співпадає з кількістю заданою для конкретного квалітета. Наприклад а=81. По ГОСТ 25346-89 для квалітета 10 а=64, а для квалітета 11 а=100. Тому допуски треба призначати по більшому і по меншому квалітетам, а для однієї із ланок – допуск не співпадає з квалітетом (але він повинен бути між двома квалітетами). Ця ланка називається ув’язувальною.
Допуск ув’язувальної ланки
Tу = TD - å Тi (2.11)
Основні відхилення для всіх складаючих ланок, крім ув’язувальної, призначають як для основних валів і отворів, тобто Н і h, а для уступів js.
Граничні відхилення ув’язувальної ланки визначаються через координату середини поля допуску, яка обчислюється з виразу (2.6), оскільки всі складові і замикаюча ланка до цього моменту будуть відомі.
Граничні відхилення ув’язувальної ланки
ESув= Ecув +Tув / 2 ;
(2.12)
EIув= Ecув –Tув / 2 .
Приклад розрахунку розмірного ланцюга методом повної взаємозамінності (методом максимума-мінімуму)
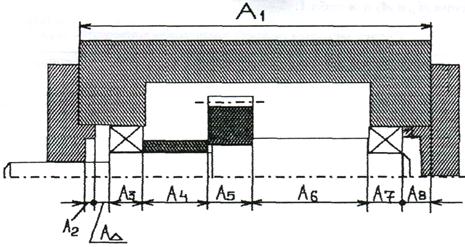
Рис. 2.3Конструктивна і розрахункова схема розмірного ланцюга.
Проектний розрахунок (пряма задача)
У циліндричному редукторі необхідно визначити допуски і граничні відхилення складових ланок, з умови що зазор між кришкою підшипника і підшипником в осьовому напрямку становить 0,5 ±0,3 мм
Підшипник В=21 – 0,15мм В=18 – 0,12мм.
Рішення
1. Виявляємо замикаючу ланку АDі визначаємо його номінальний розмір, допуск і координати середини поля допуску
АD=0,5 мм; ТD =0,6 мм и ЕсD =0.
2. Виявляємо складову ланку і визначаємо по кресленнях їх номінальні розміри. Проводимо перевірку правильності встановлення номінальних розмірів по формулі
n m
АD = å Аi - å Аj ,
i=1 j=1
де n і m, відповідно кількість збільшувальних і зменшувальних ланок.
0,5=235-(5+21+40+30+115+18+5,5);
0,5=235-234,5 .
Умова дотримується!
Заносимо значення АD і Аi у в табл. 1
Читайте також:
- Абсолютні синоніми (наприклад, власне мовні й запозичені) в одному тексті ділового стилю вживати не рекомендується.
- Будівельні довжини кабелів
- Вибір довжини і параметра перехідної кривої
- Види і схеми відбору одиниць
- ВИДИ КАЛЬКУЛЯЦІЙНИХ ОДИНИЦЬ
- Визначення довжини лінії
- Визначення довжини навантажувально-розвантажувальних фронтів
- Визначення числа одиниць переносу
- Дієслова з префіксом дис-виражають значення ліквідації дії, названої безпрефіксним дієсловом, наприклад: гармонізувати – дисгармонізувати, асоціювати – дисасоціювати.
- Для одиничного і дрібносерійного виробництва норма витрати визначається як укрупнена, наприклад, на 1000 станко-годин роботи даного виду роботи устаткування
- До суперсегсентних одиниць належать передусім наголос та інтонація.
- Довжини згвинчування
| <== попередня сторінка | | | наступна сторінка ==> |
| Допуски розташування | | | Розрахунок |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |