РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Обробка втулок.
Класифікація деталей класу “порожні циліндри”.
План
1. Класифікація деталей класу “порожні циліндри”.
2. Обробка втулок.
3. Класифікація деталей класу “диски”.
4. Обробка шківів.
5. Обробка маховиків.
Клас порожні циліндри поєднує деталі у вигляді порожніх тіл обертання з характерними конструктивними рисами, якими є довжина деталі і товщина стінки. До класу порожні циліндри можуть бути віднесені деталі наступних типів: гільзи, циліндри, втулки, поршні, маточини коліс, барабани, стакани, вкладиші підшипників. Основними представниками деталей класу порожні циліндри можна вважати втулки і гільзи. Нижче наводиться технологія обробки втулок різних типів.
За конструктивними ознаками розрізняють втулки таких типів: гладкі, з буртом, з фланцем, розрізні, тонкостінні та ін. У сільськогосподарському машинобудуванні втулки звичайно застосовуються як підшипники ковзання з відношенням довжини до діаметра не більш 2. Обробка зовнішніх і внутрішніх поверхонь проводиться по 6—8 квалітетах точності з шорсткістю внутрішньої поверхні Rа=2,5— 0,32 мкм і зовнішньої — Rа=2,5—1,25 мкм.
Часто отвори у втулках остаточно обробляються після їхнього запресовування. Поверхні торців втулок можуть мати шорсткість Rа =40—10 мкм. Для виготовлення втулок застосовуються бронза, латунь, сірий і ковкий чавун, біметалічні стрічки, сталь і пластмаси.
В залежності від розмірів і конструктивних особливостей заготовками втулок можуть служити відливки, у вигляді окремих заготовок, поковки, штамповки, суцільнотягнені труби, калібровані чи гарячекатані прутки. Для втулок із внутрішнім діаметром понад 20 мм доцільно застосовувати порожні заготовки у вигляді труб, відливок і штамповок.
Технологічні процеси обробки втулок поділяються в залежності від конструктивних особливостей деталі і виду заготовки.
При обробці втулок зі штучних порожніх заготовок доцільно дотримувати такої послідовності:
1) зенкерування отвору, підрізання торця і зняття фаски;
2) чорнове і чистове обточування зовнішньої поверхні, підрізання другого торця втулки, зняття фасок, обробка бурту, проточка канавок, нарізування різей та ін.;
3) свердління мастильної канавки.
Обробку внутрішньої і зовнішньої поверхонь рекомендується виконувати на токарно-револьверних верстатах моделей 1341, 1П365; токарних багатошпиндельних горизонтальних патронних напівавтоматах моделей 1А240П-6, 1А240П-8 та ін.
Перша операція виконується із закріпленням деталі в трьохкулачковому патроні, друга — з установкою на шпиндельній розтискній оправці. Для інших операцій використовуються різні верстати (свердлильні, шліфувальні) в залежності від характеру виконуваної роботи.
Обробка втулок із прутків звичайно виконується з одного установа на токарно-револьверних верстатах і автоматах (1Н325, 1А340, 1Б136, 1Б140, 1А240-6, 1А240-8) у наступному порядку: підрізання торця в прутку, подача прутка до упору, центрування під свердління, свердління отвору, чорнове і чистове обточування зовнішньої поверхні, зняття фасок, розвертування і відрізання. Зняття внутрішньої фаски з протилежного торця втулки є окремою операцією.
Обробка втулок з порожніх заготовок у вигляді труб і стержнів може проводиться з попереднім розрізанням заготовки чи без нього. У першому випадку наступна механічна обробка здійснюється за схемою виготовлення втулок із штучних заготовок, у другому обробка ведеться з одного установа в послідовності передбаченій для виготовлення втулок із прутка (за винятком свердління, що заміняється зенкеруванням).

Рис. 1. Схема налагоджування токарно-револьверного верстата для виготовлення гладкої втулки:
1 — підрізання торця прутка; 2 — подача прутка до упору; 3 — центрування під свердління; 4 - свердління отвору і чорнове обточування зовнішньої поверхні; 5 -розточування (зенкерування) отвору, чистове обточування зовнішньої поверхні і зняття внутрішньої фаски; 6 - чорнове розвертування; 7 — чистове розвертування; 8 - відрізання.

Рис. 2. Налагодження токарного багаторізцевого напівавтомата для обточування зовнішньої поверхні і підрізання торців.
У дрібносерійному й одиничному виробництвах обробка втулок проводиться зазвичай на токарно-гвинторізних верстатах.
Отвори втулок, що встановлюються з натягом в корпусні деталі, як правило, обробляються остаточно після запресовування втулки.
Приклад налагоджування токарно-револьверного верстата з вертикальною віссю обертання револьверної головки на виготовлення втулки з прутка показаний на рис. 1.
Деталі складної форми в масовому виробництві можуть оброблятися на багатошпиндельних вертикальних токарних автоматах. Подібного типу деталь і її обробка зображено на рис.3
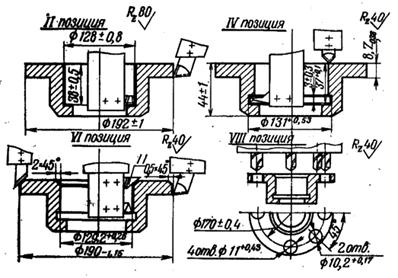
Рис. 3. Обробка стакана роликопідшипника з установкою на ІІ позиції.
Читайте також:
- Аналітична обробка інформації вузлами інформаційно-аналітичної функціональної підсистеми МОЗ України і питань НС.
- Бухгалтерська обробка документів.
- Введення інформації в ЕОМ та її обробка
- Графоаналітична обробка даних при двох змінних факторах і лінійної залежності
- Електроконтактна обробка
- ІІ етап: Збір та обробка інформації.
- Класифікація й обробка корпусних деталей.
- Лекція 4. Товарна обробка плодів і овочів
- Обробка (Finishing) 1
- Обробка валів на токарних верстатах.
- Обробка даних багаторівневими драйверами
| <== попередня сторінка | | | наступна сторінка ==> |
| Чистова і фінішна обробка валів. Контроль валів. | | | Обробка маховиків. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |