РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
СТРИЖКА ОВЕЦЬ ТА ПЕРВИННА ОБРОБКА ВОВНИ
10.1. ЗНАЧЕННЯ МЕХАНІЗАЦІЇ ТА ЗООТЕХНІЧНІ ВИМОГИ
Стрижка овець — досить трудомісткий і найвідповідальніший процес загальної технології виробництва продукції вівчарства. Завдяки механізації стрижки значно полегшується й у 3—5 разів підвищується продуктивність праці стригалів ^-(скорочується тривалість стрижки); за рахунок рівного і низького зрізання зменшується наявність "січки" в руні, покращується якість, на 8—13 % збільшується вихід вовни; зменшується кількість порізів шкіри тварин.
Стрижку овець рекомендується проводити в теплу, суху й безвітряну погоду. Календарні терміни залежать від природно-кліматичних умов. Загальна тривалість стрижки — 10—12 днів.
Овець тонкорунних і напівтонкорунних порід з однорідною вовною стрижуть один раз на рік — весною, з грубою і напівгрубою неоднорідною вовною — весною та восени, а овець романівської породи — в міру підростання вовни через кожні 100 днів. Весняну стрижку слід проводити перед початком природного линяння тварин, а восени із таким розрахунком, щоб до настання холодів з'явився вовняний покрив, здатний захистити тварин.
Відгодівельне поголів'я овець стрижуть за 1,5—2 міс до забою, а овець, хворих на коросту, бруцельоз тощо,— після здорового поголів'я, дотримуючись всіх ветеринарно-санітарних правил. Після стрижки приміщення, обладнання, а також одяг стригалів дезинфікують.
Незвичне положення тварин під; час стрижки може призвести до порушення функцій органів травлення і спричинити захворювання, а інколи й падіж овець. З метою профілактики вказаних; явищ овець не годують і не напувають протягом 12—15 год перед стрижкою. Крім того, це сприяє одержанню якісної вовни, оскільки нагодовані і напоєні вівці виділяють більше сечі, поту і фекаліій. Не слід також стригти овець із вогкою шовною, яка буде самозігріватися і пріти в паках, втрачати міцність і колір.
У процесі стрижки необхідно дотримувати таких основних правил:
дбайливо поводитися з тваринами, не травмувати їх;
вовну зрізати якомога нижче і рівніше, не залишати ділянок із високою вовною, забезпечувати цілісність руна, одержаного при якісній стрижці. Від цього, у першу чергу, залежить вихід вонвни, а від довжини волокон — її якість;
не робити повтгорних зрізів (перестригання), оскільки це є причиною утворення "січки", яка значно погіршує якість вовни, знижує міцність одержаної :з неї пряжі;
не допускати оюрізів, а при їх появі обов'язково обробляти рани дезрозч ином креоліну або спеціальною мазю для попередження заражень личинками мух.
10.2. ОРГАНІЗАЦІЯ СТРИЖКИ
Стрижка овець — складний виробничий процес, який включає такі опе:рації: підгін отари до пункту стрижки, підготовка тварин, власне стрижка овець, класирування вовни та її пакування. Оскільки стрижку необхідно проводити у стислі терміни, віесь комплекс робітт потребує раціонального планування і чіткої організації. Слід скоригувати терміни Стрижки залежно від поголів'я овець та їх розміщення на пасовищах, визначшти кількість стригальних бригад чи ланок, вибрати місця їх розташування, перевірити стан транспортних засобів і доріг, наявність стригалів та іншого персоналу, їх кваліфікацію тощо. Розрюбляється план-маршрут підгону отар до стригальних пунктгів, уточнюються норми виробітку й оплати праці, організація робіт, методи стрижки.
У господарствам України застосовують два методи стрижки овець: індивідуальний і потоковий.
При застосуванні індивідуального методу овець заганяють у бази, розташовані біля робочшх місць стригалів. Стригаль або робітник-: подавальник підводять вівцю до робочого місця і кладуть її на стелаж або спеціальний стіл. Залежно від кваліфікації стригаль під час стріижки один або два рази перевертає вівцю, інколи попередньо виключаючи машинку.
Далі робітник-подавальник або стригаль випускають її у баз для обстрижених овець. Вовну (руно) після стрижки кожної вівці стригаль відносить на зважування і класирування, потім повертається на робоче місце.
При затупленні різальної пари стригаль міняє ніж, регулює гребінку і змащує машинку. Заточування й доводку ножів та гребінок (різальних пар) виконують точильник або майстер-наладчик, який обслуговує комплект обладнання під
час стрижки.
Потоковий метод стрижки овець здійснюється на спеціальних конвеєрах або карусельних установках. Робітник-подавальник підводить вівцю до конвеєра або карусельної установки, кладе на робоче місце стригаля (рухомий стіл) і кріпить до стола спеціальними пасками. Рухомий стіл із вівцями переміщується від одного стригаля до іншого, кожний обстригає певні ділянки тіла тварини. Потім інший підсобний робітник вівцю розв'язує і випускає у баз для обстрижених овець, а руно кладе на транспортер, по якому воно подається на зважування і класирування.
Пропускна здатність стригального пункту залежить від раціональної організації праці, якості роботи обладнання і кваліфікації стригалів. Кращі стригалі протягом зміни можуть обстригти 70—80 тонкорунних і 100—110 овець із грубою вовною. Середня продуктивність одного стригаля становить 30—40 голів за зміну.
10.3. РОЗРАХУНОК ПАРАМЕТРІВ ТЕХНОЛОГІЧНОГО ПРОЦЕСУ
Основним техніко-економічним показником, який зумовлює пропускну здатність технологічної лінії стрижки овець, потребу в стригалях і стригальних апаратах, є продуктивність стригальної машинки.
Розрахункова продуктивність W, м2/с, залежить від ширини захвату та швидкості подачі машинки і визначається за рівнянням:
W=Bvnβη (10.1)
де В — ширина захвату машинки (дорівнює ширині гребінки), м; vn— швидкість подачі, м/с; β— коефіцієнт використання ширини гребінки, β- 0,5 - 0,9; η— коефіцієнт використання робочих ходів, η=0,6-0,8.
Швидкість подачі стригальної машинки в основному залежить від кваліфікації стригаля, а оптимальне її значення — ще й від стану різальної пари і знаходиться в межах 0,7—1,1 м/с. Нижня межа відноситься до випадку максимального спрацювання ножа при мінімальній висоті його сегмента, а верхня — для пової різальної пари.
Час tс, що затрачається безпосередньо на стрижку однієї вівці, становить:
 (10.2)
(10.2)
де Fв — середня площа вовняного покриву вівці (для вівцематок 1—1,8 м2, баранів — 2—2,6 м2).
Загальна триваїлість циклу, пов'язаного із стрижкою однієї голови за індивідуальним методом,, становить:
τц =tc+tд+αtТО (10.3)
де tд— тривалість виконання допоміжних операцій, tд = 44—67 с; tТО— тривалість технічного обслуговування стригальної машинки, tТО = 55—77 с; α— коефіцієнт, що враховує періодичність заміни різальної пари, α = 0,4—0,7.
Тоді розрахункова кількість голіів т1, яку зможе обслужити один стригаль протягом години, дорівнює:
т1=3600/ τц (10.4)
Загальна кількість стригалів, необхідних для забезпечення стрижки всього поголів'я овець у встановлений термін, визначається за умовою:
 (10.5)
(10.5)
де т — поголів'я овець, що потребують стрижки; D — кількість робочих днів відповідно ,до встановлених строків стрижки; z – кількість робочих змін на добу; Тзм — тривалість робочої зміни, год.
Кількість стригальних машинок при індивідуальному методі стрижки відгоовідає кількості стригалів.
Для варіанта пготоково-конвеєрного методу стрижки розрахункова пропускна здатність тс за годину роботи стригального пункту зумовлюється необхідним (заданим) ритмом (тактом) технологічного процесу:
тс=3600/rc (10.6)
де rc — ритм пoтоково-конвеєрного процесу стрижки, який розраховується за формулою:
rc =  (10.7)
(10.7)
Від заданого ритму стрижки залежить також кількість персоналу Nоб, який повинен обслуговувати потоково-конвеєрну лінію:
Nоб = τц / rc (10.8)
Кількість стригальних машинок п„ на конвеєрі, необхідна для дотримання встановленого режиму роботи, буде:
 (10.9)
(10.9)
На основі розрахункової кількості стригалів визначають повний склад бригади стригального пункту. Кількість допоміжних робітників розраховують згідно з такими нормами: один точильник обслуговує до 12—15 стригалів (заточує 180—200 різальних пар протягом зміни); один наладчик — 12—15 стригалів; один обліковець — 16—24 робітника при стрижці овець тонкорунної та напівтонкорунної порід і 24— 36 стригалів — із напівгрубою та грубою вовною; один класйрувальник із помічником на столі СКШ-20 класирують протягом години до 200 рун; прес для пакування вовни ПГШ-1Б обслуговують оператор і його помічник.
10.4. ВИБІР ОБЛАДНАННЯ
Структура та кількість обладнання стригального пункту визначаються конкретними умовами господарства: поголів'ям та породою овець, технологією їх утримання і розміщенням на території господарства; природно-кліматичними особливостями тощо. Для стрижки можна створювати як стаціонарні, так і виносні чи пересувні стригальні пункти.
Укрупнені стаціонарні стригальні пункти дозволяють ефективніше використовувати їх технічне обладнання, підвищувати рівень механізації допоміжних операцій та продуктивності праці стригалів, створювати кращі умови для роботи і культурно-побутового обслуговування. При цьому за рахунок кращого забезпечення технічного обслуговування технологічного обладнання підвищуються його надійність і довговічність роботи, скорочуються втрати вовни та витрати на стрижку.
Проте в разі пасовищного утримання овець виникає потреба переганяти отари до стригального пункту і в зворотному напряму — на пасовища, інколи на досить значні відстані. Такі перегони впливають на продуктивність овець,
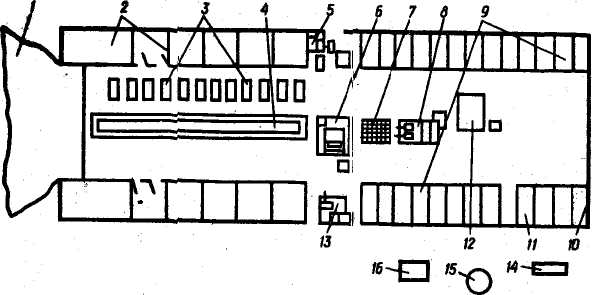
Рис. 10.1. Схема розміщення обладнання стригального пункту (на прикладі цеху ВСЦ-24/200):
1 — переносна огорожа для отари необстрижених овеці;; 2 — огорожа оцарків; 3 — стіл-стелаж стригаля; 4 — транспортер вовн; 5 — робоче місце слюсаря-точильиика; 6 — стіл та ваги обліковця-нормувальника; 7 — класирувальний стіл; .8 — прес для вовни; 9 — бокси для пласированої вовни; 10 - побутові відділення; 11 — лабораторія; 12 — ділянка маркування та зберігання вовни; 13 - робоче місце майстра-наладчша; 14 — груповий рукомийник; 15 - місткість для води; 16 - душові кабіни
вимагають чіткої організації зооветеринарної служби щодо профілактики і попередження інфекційних хвороб.
Комплексну механізацію технологічних процесів стрижки овець та первинної обробки вовни забезпечує обладнання виносного стригального цеху ВСЦ-2<4/200, яке можна розміщувати на стаціонарних або пересувших стригальних пунктах (рис. 10.1) Затрати праці на монтаж і демонтаж обладнання становлять 80—ЩО люд.-год. Забезпечення енергією комплекту технологічного обладнання цеху в нестаціонарних умовах здійснюється за доіпомогою електростанції СНТ-12, яка навішується на трактир типу МТЗ і встановлюється на певній відстані від цеху.
Для стрижки оівець у всіх кліматичних зонах і за будь-яких виробничо-господарських умов призначені уніфіковані електростригальні агрегати. За своєю структурою це — модульні агрегати на 1; 6 та 12 машинок, що дозволяє створювати стригальні пункти на будь-яке поголів'я овець, оснащувати їх машинками з гнучким валом МСО-77Б чи більш сучасними високочастотними МСУ-200 на 6; 12; 24 і 36 робочих місодь. Типорозмір стригального пункту за кількістю робочих місць вибирають на основі розрахунків згідно з формуламіи (10.5) та (10.9). Потребу в обладнанні Поб для первинної обробки вовни (стіл класирувальний СКШ-200, прес ГИГШ-1Б) узгоджугють із продуктивністю лінії стрижки овещь (формула 10.6) та виходом вовни:
nоб=mc/M
(10.10)
де М — пропускна здатність обладнання, рун/год; Qус — продуктивність обладнання, кг/год; αг— коефіцієнт годинної нерівномірності надходження вовни на пресування, αг- 1,25; К — коефіцієнт використання преса, К - 0,85 - 0,9; П — вихід вовни по стригальному пункту, кг/год, який становить:
П=mcqв
(10.11)
де qв— середній настриг вовни з однієї вівці, кг.
При визначенні необхідної пропускної здатності обладнання для пакування вовни слід орієнтуватися на найбільш напружений весняний період стрижки, коли настриг вовни більший. За середній настриг приймається 2,8—3,2 кг/голову для тонкорунних і напівтонкорунних овець та 1,8—2,6 — для овець з грубою і напівгрубою вовною.
Обладнання ліній обробки вовни характеризується такими показниками: транспортер вовни ТШ-0,5А може забезпечувати переміщення до 500 рун/год; пропускна здатність стола для класирування СКШ-200 при обслуговуванні двома працівниками — до 200 рун/год; продуктивність гідравлічного преса для пакування вовни ПГШ-1В — 0,4—0,65 т/год.
Читайте також:
- II. Обробка результатів
- Аналітична обробка інформації вузлами інформаційно-аналітичної функціональної підсистеми МОЗ України і питань НС.
- Безпека при заготівлі та приготуванні кормів (подрібнення, теплова, хімічна обробка).
- Боротьба з половецькими ханами.
- Бухгалтерська обробка документів.
- Введення інформації в ЕОМ та її обробка
- Гетьмани Ю. Хмельницький, Брюховецький, Многогрішний та їх політика
- Годівля овець
- Графічна інформація та її обробка на мові Pascal.
- Графоаналітична обробка даних при двох змінних факторах і лінійної залежності
- Електроконтактна обробка
- ЗБИРАННЯ ТА ОБРОБКА ЯЄЦЬ
| <== попередня сторінка | | | наступна сторінка ==> |
| Технічніа характеристика фермсьня молочних | | | ЗБИРАННЯ ТА ОБРОБКА ЯЄЦЬ |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |